







Верхнеприводный виброгрохот
Когда слышишь ?верхнеприводный виброгрохот?, многие сразу представляют стандартную конструкцию: двигатель сверху, короб, сита — вроде бы всё просто. Но именно в этой кажущейся простоте кроется масса нюансов, которые и определяют, будет ли установка работать как часы или станет головной болью на площадке. Частая ошибка — считать, что главное это мощность вибратора, а остальное ?подстроится?. На деле же, баланс массы дебалансов, жёсткость рамы, да даже способ крепления сеток — всё это влияет на амплитуду и частоту, а значит, и на конечную эффективность грохочения. У нас на производстве, в ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, через испытательную зону прошло немало прототипов, и каждый раз находились какие-то ?подводные камни?.
Конструкция: где кроются слабые места
Итак, верхний привод. Казалось бы, логично: обслуживание проще, доступ к вибратору легче. Но сразу встаёт вопрос с передачей колебаний на короб. Если связь ?вибратор-короб? рассчитана неправильно, возникают паразитные колебания, которые съедают энергию и разрушают сварные швы. Помню, одна из ранних наших сборок на участке дала трещину по сварному шву уже через 200 моточасов. Причина — не учли разнонаправленные нагрузки при пуске и остановке, рама ?играла?.
Тут важно смотреть на общую жёсткость конструкции. Мы на своём участке сборки перешли на рамы с рёбрами жёсткости определённого профиля, плюс изменили технологию сварки на некоторых узлах. Это не по учебнику, это именно эмпирика, наработанная после нескольких таких случаев. Кстати, сайт компании https://www.zydlcrusher.ru отражает этот подход: у нас есть не просто сборочный участок, а целая зона программно-технологического обеспечения, которая как раз и занимается такими оптимизациями на основе данных с испытаний.
Ещё один момент — крепление сит. Многие производители экономят на системе натяжения, ставят простые клинья. А потом сетка провисает, материал начинает забивать ячейки, производительность падает в разы. Мы пробовали разные системы, включая пневматическое натяжение, но в итоге для большинства задач остановились на усиленной версии механических натяжителей с пружинной подвеской. Это даёт тот самый ?живой? ход сетки, который не даёт материалу застревать.
Подбор параметров: частота и амплитуда — не абстрактные цифры
В спецификациях обычно пишут диапазон частот и амплитуд. Но эти цифры мало что говорят, если не привязаны к материалу. Сухой песок и влажная глина ведут себя на ситах совершенно по-разному. Однажды поставили верхнеприводный виброгрохот на классификацию щебня с высоким содержанием отсева. Выставили стандартные параметры — получили забивание нижних сит и перегруз двигателя. Пришлось на ходу менять угол установки и уменьшать амплитуду, увеличивая частоту. Теперь для каждого типа материала в испытательной зоне мы проводим тестовые прогоны, чтобы подобрать оптимальный режим.
Здесь важно взаимодействие участков. Данные с испытаний идут в технологическую зону, там корректируют расчёты, а потом на участке механической обработки под эти параметры уже изготавливают дебалансы нужной массы и конфигурации. Это не массовое производство ?на склад?, это скорее подбор под задачу. Наша производственная зона в 32 000 кв. м как раз позволяет держать такой цикл: от резки заготовок до окончательной комплектации и проверки в работе.
Часто забывают про температуру. Летом на открытой площадке подшипники в вибраторе могут перегреваться, если не заложен запас по смазке и теплоотводу. Зимой, наоборот, смазка густеет. Это мелочь, но из таких мелочей и складывается надёжность. Мы на участке окончательной комплектации обязательно тестируем работу узлов в термокамере, хотя это и удорожает процесс.
Сборка и контроль: почему важен каждый сварной шов
Можно сделать идеальный расчёт, но если сборка халтурная — всё насмарку. У нас на участке сварки стоит жёсткий контроль за каждым ответственным швом, особенно на раме и коробе грохота. Применяется не только визуальный, но и ультразвуковой контроль выборочно. Потому что вибрационная нагрузка — это постоянные знакопеременные напряжения, микротрещина в шве быстро станет макротрещиной.
Покраска и пескоструйная обработка — это не для красоты. Качественная подготовка поверхности и многослойное покрытие — защита от коррозии, особенно если установка работает на морском побережье или с химически активными материалами. На нашем участке покраски и пескоструйной обработки этому уделяют много внимания, хотя заказчики не всегда это ценят, считая второстепенным.
Финальная сборка на участке окончательной комплектации — это уже проверка всего. Собирают, запускают на холостом ходу, замеряют вибрацию в контрольных точках, проверяют нагрев подшипников. Только после этого — маркировка и отправка в зону готовой продукции. Иногда на этом этапе всплывают мелочи: например, неидеальная балансировка дебалансов, которую не уловили на механической обработке. Приходится снимать и править.
Логистика и монтаж: что происходит после отгрузки
Отгрузили машину со склада — и всё? Нет. Часто проблемы начинаются при монтаже на объекте заказчика. Верхнеприводный виброгрохот требует ровного и жёсткого фундамента. Если основание ?играет?, вся кинематика сбивается. Были случаи, когда к нам приходили претензии по вибрации, а при выезде выяснялось, что установку смонтировали на временные металлоконструкции без должного анкерного крепления.
Поэтому сейчас мы стараемся давать максимально подробные инструкции по монтажу, а для сложных проектов — направляем своего специалиста. Это не входит в стандартную гарантию, но сохраняет репутацию. Информацию об этом мы также размещаем на https://www.zydlcrusher.ru, чтобы клиенты заранее понимали требования.
Ещё один момент — запасные части. Вибратор — узел расходный в долгосрочной перспективе. Подшипники, сальники, дебалансы — всё это должно быть доступно. Мы организуем складскую зону так, чтобы наиболее востребованные запчасти для наших грохотов были в наличии. Это сокращает простой оборудования у клиента.
Взгляд вперёд: что можно улучшить
Сейчас много говорят про ?интеллектуальное оборудование?. В нашем случае это могла бы быть система мониторинга вибрации в реальном времени с датчиками на коробе и подшипниках. Чтобы не ждать поломки, а видеть тренд на рост температуры или изменение спектра вибрации — это сигнал к профилактике. Мы в ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование как раз движемся в эту сторону, используя свою зону программно-технологического обеспечения для разработки таких решений.
Ещё одно направление — материалы. Использование износостойкой стали или специальных полимеров для сит могло бы увеличить ресурс. Но это всегда баланс между стоимостью и выгодой для заказчика. Пока мы тестируем различные варианты на испытательном стенде.
В итоге, верхнеприводный виброгрохот — это не просто продукт из каталога. Это комплекс решений, где важна каждая деталь: от проекта на чертеже до смазки в подшипнике на объекте. И опыт, который мы накопили, проходя полный цикл от участка резки заготовок до зоны отгрузки, позволяет не просто продавать оборудование, а предлагать работающую систему, в которой мы уверены. Потому что сами её собирали и испытывали.
Соответствующая продукция
Соответствующая продукция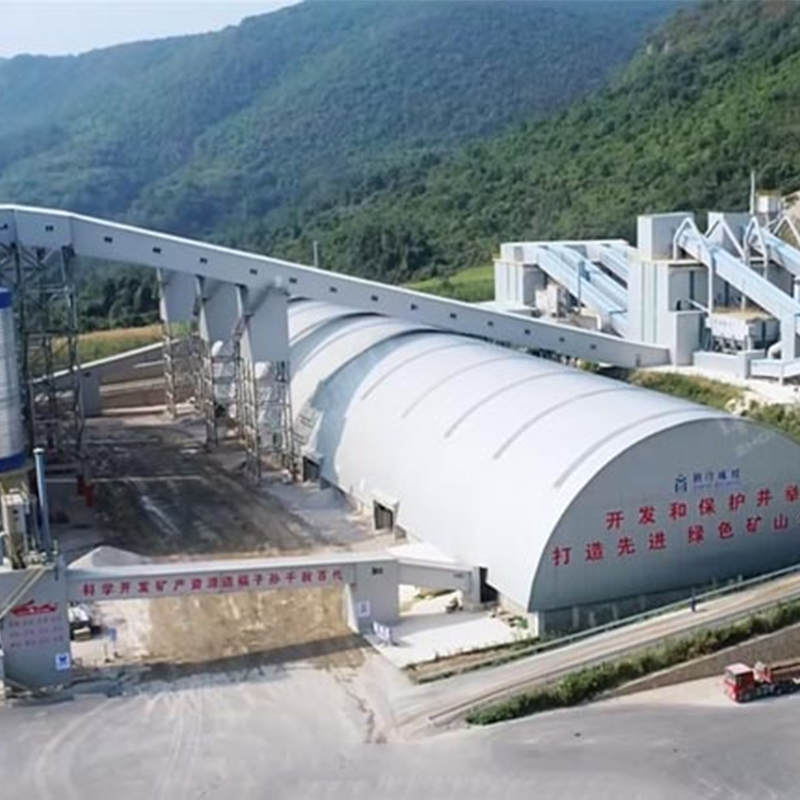








Самые продаваемые продукты
Самые продаваемые продукты-
 Карьерная линия по переработке синего камня производительностью 1500 т/ч (300)
Карьерная линия по переработке синего камня производительностью 1500 т/ч (300) -
 Линия по производству карбоната кальция производительностью 200 т/ч (100)
Линия по производству карбоната кальция производительностью 200 т/ч (100) -
 Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час
Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час -
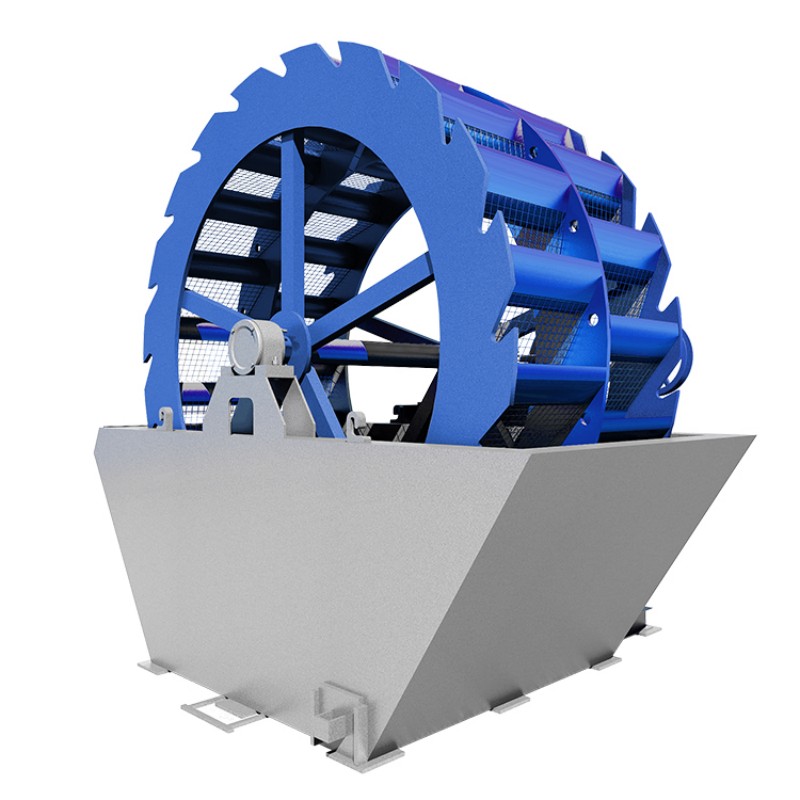 Колёсно-ковшовая пескомойка
Колёсно-ковшовая пескомойка -
 Комбинированный аппарат для регенерации мелкого песка
Комбинированный аппарат для регенерации мелкого песка -
 Линия по производству песчано-гравийного материала из известняка производительностью 1000 т/ч (300)
Линия по производству песчано-гравийного материала из известняка производительностью 1000 т/ч (300) -
 Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263
Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263 -
 Линия по дроблению щебня для камнедробильного завода
Линия по дроблению щебня для камнедробильного завода -
 Мобильная дробильно-сортировочная станция
Мобильная дробильно-сортировочная станция -
 Верхнеприводный виброгрохот
Верхнеприводный виброгрохот -
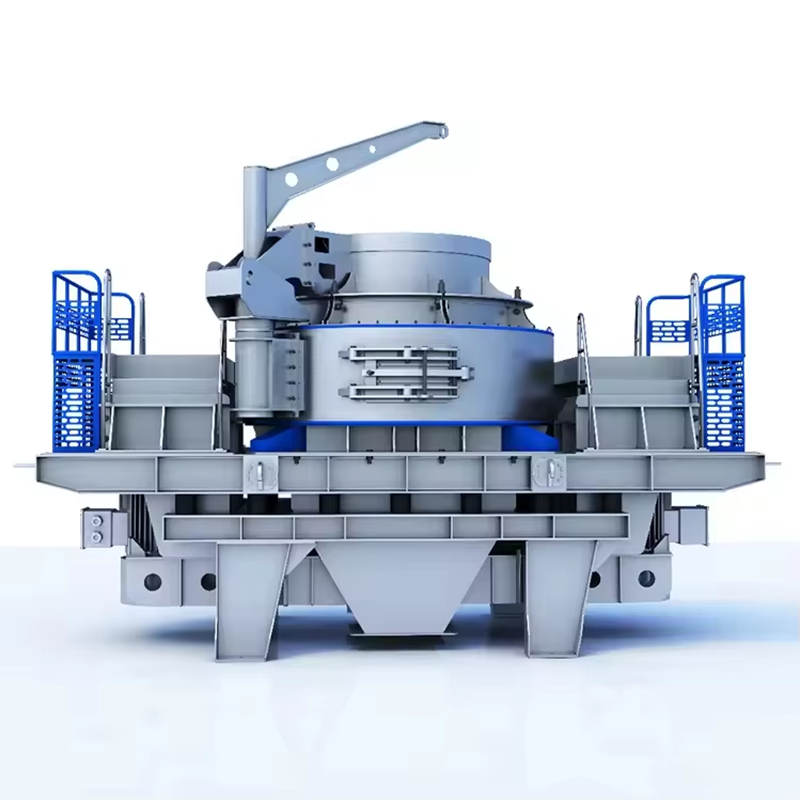 Вертикальная дробилка для производства песка
Вертикальная дробилка для производства песка -
 Реверсивная молотковая дробилка для производства песка
Реверсивная молотковая дробилка для производства песка
Связанный поиск
Связанный поиск- Специализированная гусеничная мобильная дробильно-сортировочная станция для горных работ
- дробильно мельничное оборудование
- Линия по дроблению гальки
- дробильно измельчительное оборудование
- передвижная щековая дробилка
- пескомойка купить
- Формовочная дробилка
- щековая дробилка купить авито
- дробильное оборудование купить
- щековая дробилка pe 750 1060