







Высокопроизводительная линия по производству песка и щебня
Когда слышишь 'высокопроизводительная линия', первое, что приходит в голову — это цифры: тонны в час, крупность на выходе, мощность двигателей. Но за 15 лет работы с такими комплексами понял, что ключевое слово здесь не 'производительная', а 'линия'. Потому что если вся цепочка от подачи сырья до отгрузки не сбалансирована, никакая сверхмощная дробилка не спасет. Частая ошибка многих — гнаться за паспортной производительностью основного оборудования, забывая про транспортеры, грохоты, систему аспирации и, что критично, про логистику сырья и готового продукта на площадке. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
От чертежа к площадке: где начинаются реальные проблемы
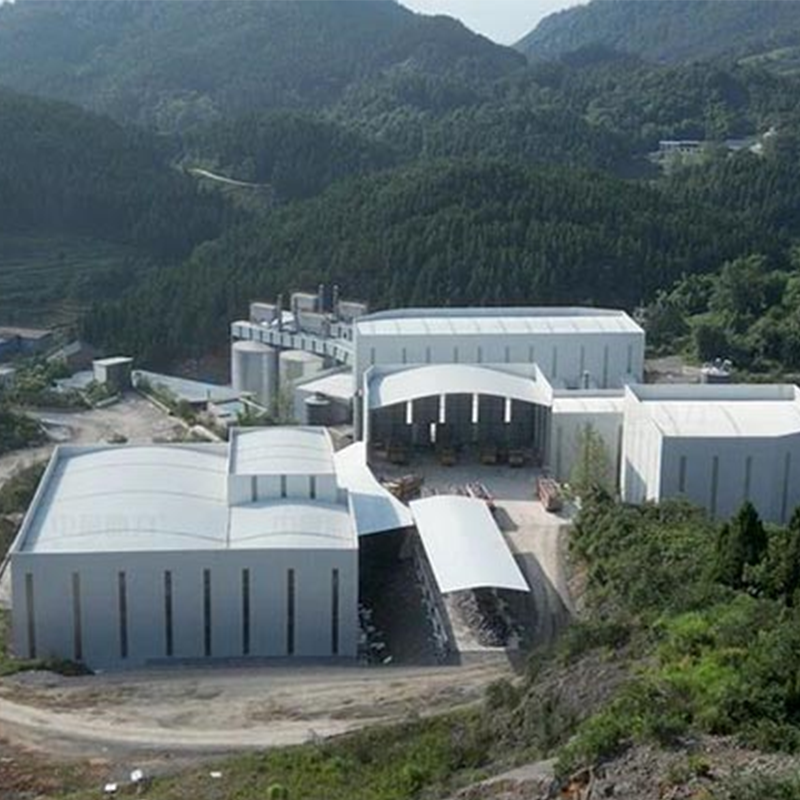
Проектирование линии — это одно. Её размещение на реальном карьере или промплощадке — совсем другое. Помню объект под Казанью, где из-за неучтенного уклона местности пришлось полностью перекраивать схему размещения бункеров-накопителей. Проект предусматривал последовательную компоновку, а по факту смонтировали каскадную, с дополнительными пересыпами. Это добавило затрат на конвейеры, но спасло ситуацию с перегрузкой первичной щековой дробилки при подаче валунов. Иногда высокопроизводительная линия по производству песка и щебня 'буксует' не из-за техники, а из-за банальной планировки.
Ещё один момент — подготовка фундаментов. Под виброгрохоты и дробилки ударного действия нужны серьёзные, массивные основания, часто отдельные от несущих конструкций. На одном из ранних наших объектов сэкономили на этом, залили общую плиту. Результат — паразитные вибрации передавались на каркас здания и на соседнее оборудование, пришлось останавливаться и делать демпфирующие вставки. Теперь всегда настаиваю на отдельном расчёте и заливке фундаментов под каждую динамичную единицу. Это не прихоть, а необходимость для долгой работы.
И конечно, логистика. Куда девать готовый щебень? Как организовать подъезд самосвалов, чтобы не создавать пробок? Где разместить площадку для мойки колёс? Эти, казалось бы, 'непрофильные' вопросы напрямую влияют на ту самую высокую производительность. Линия может выдавать 500 тонн в час, но если самосвалы загружаются по одному и стоят в очереди, весь смысл теряется. Приходится проектировать систему отгрузки с запасом, часто с несколькими точками.
Сердце линии: выбор дробильного узла и его 'аппетиты'
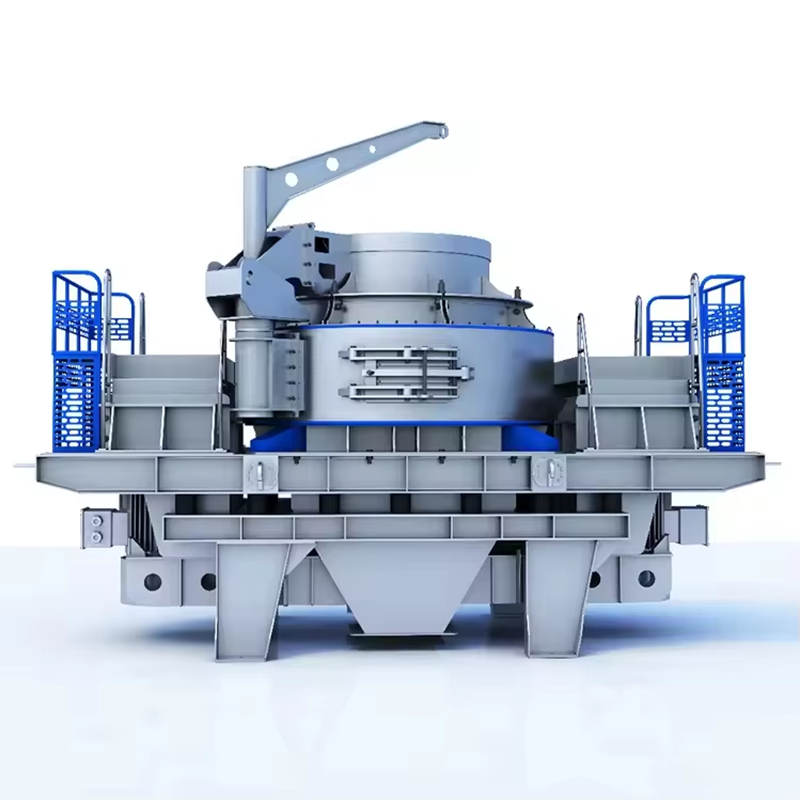
Тут дилемма вечная: роторная или конусная дробилка для получения кубовидного щебня? Универсального ответа нет. Роторка даёт хороший выход отсева (песка) и лучше справляется с не очень абразивной породой, но быстрее изнашиваются билы. Конусная — более энергоёмкая, но для твёрдых гранитов и абразивных материалов часто выносливее. На высокопроизводительной линии обычно ставят связку: после щековой дробилки идёт конусная для получения щебня средних фракций, а потом уже роторная для доработки и получения мелких фракций и песка.
Но вот что важно: производительность дробилки — величина непостоянная. Она зависит от влажности сырья, от наличия глинистых включений, которые могут налипать, от фракции подаваемого материала. Паспортные 300 т/ч часто достигаются в идеальных лабораторных условиях. На практике нужно закладывать коэффициент 0.8-0.85. Особенно это касается производства песка. Центробежная ударная дробилка (типа VSI) — отличная вещь для получения искусственного песка из отсевов, но её 'аппетит' по питанию очень капризный. Подашь слишком крупную фракцию — будет перегруз и остановка. Подашь слишком мелкую с большим количеством пыли — не получишь нужного эффекта ударного разрушения. Требуется тонкая настройка и постоянный контроль.
Кстати, о песке. Многие заказчики хотят сразу мытый песок высокого модуля крупности. Это означает, что в линию нужно интегрировать промывочный комплекс — классификаторы песка, отстойники, шламонакопители. Это увеличивает площадь, расход воды и сложность эксплуатации в зимний период. Иногда экономически выгоднее производить сухой песок (сепарация на воздушных классификаторах), а мыть только крупный щебень. Решение всегда индивидуальное.
Невоспетые герои: транспортировка и сортировка
Ленточные конвейеры — это кровеносная система линии. Кажется, что тут сложного? Но именно на них случается большинство простоев. Проседание роликов, пробуксовка ленты, разрыв стыков, налипание влажного материала. Для линии по производству песка и щебня критичен правильный выбор типа ленты (угол наклона боковых роликов, тип покрытия), установка скребков-очистителей и, что очень важно, системы централизованной смазки роликов. Ручная смазка на десятках метров конвейеров — это гарантия того, что её будут пропускать.
Грохоты. Их задача — не просто разделить материал на фракции, а сделать это эффективно, чтобы не перегружать дробилки в замкнутом цикле. Частая ошибка — недостаточная площадь просеивающей поверхности или неправильный подбор сит. Материал просто не успевает просеяться, идёт в 'отсев' или, наоборот, 'недосев', что ведёт к циркулирующей нагрузке и потере производительности. Для влажных материалов нужны сита с системой шаровой или гитарной очистки от забивания. А сам короб грохота должен быть герметичным и подключённым к аспирации, иначе вся площадка будет в пыли.
Пыль, шум и экономика: что остаётся за кадром
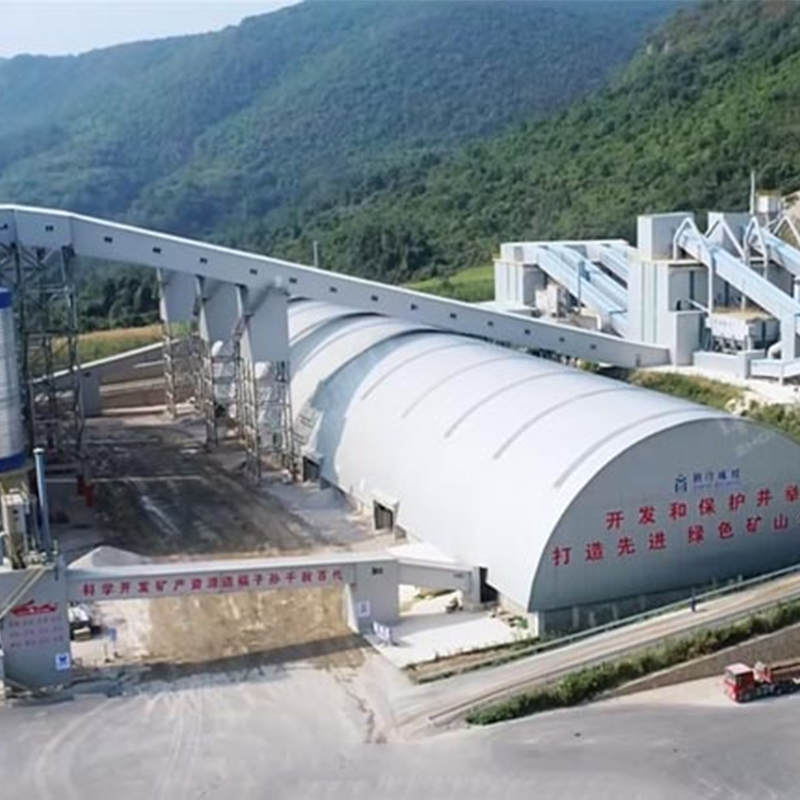
Экологические требования ужесточаются каждый год. Современная высокопроизводительная линия немыслима без эффективной системы аспирации и пылеподавления. Это не просто 'коробочка' с вентилятором. Это расчёт точек забора пыли (над дробилками, в местах пересыпа, на грохотах), подбор фильтров (рукавные фильтры сейчас стандарт), проектирование воздуховодов. Пыль — это не только штрафы, это потери продукта и здоровье персонала. На одном из комплексов пришлось полностью переделывать укрытия над конвейерными пересыпами, потому что проектные кожухи оказались негерметичными.
Шумозащита. Особенно для объектов рядом с населёнными пунктами. Дробилки и грохоты работают громко. Иногда требуется строительство звукопоглощающих кожухов или даже зданий. Это капитальные затраты, но без них разрешение на эксплуатацию могут и не дать.
И главное — экономика. Высокая производительность означает высокое энергопотребление. Современные линии стараются делать энергоэффективными: используют частотные преобразователи на электродвигателях конвейеров и насосов, оптимизируют процессы, чтобы не гонять оборудование вхолостую. Автоматизация здесь — не для галочки. Система управления, которая отслеживает нагрузку на дробилки и регулирует питание, может сэкономить до 15-20% электроэнергии. Но её нужно грамотно настроить и, что важнее, доверять ей персонал. Часто видел, как операторы отключают автоматику и работают 'на глазок', потому что так привычнее.
Опыт и оборудование: кейс с интегрированным подходом
В последние годы стал замечать, что успех проекта всё чаще зависит не от отдельной 'супер-дробилки', а от качества всего комплекса и, что важно, от поддержки поставщика. Возьмём, к примеру, компанию ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование. Их подход интересен именно акцентом на 'интеллектуальное оборудование' и полный цикл. Судя по описанию их производственной зоны на https://www.zydlcrusher.ru, они охватывают всё: от резки и сварки до покраски, сборки и испытаний. Это важно.
Почему? Потому что когда один производитель отвечает за ключевые узлы — дробилки, грохоты, а иногда и за систему управления — это упрощает и монтаж, и, главное, последующее обслуживание. Не нужно выяснять, кто виноват, если конвейерная лента рвётся из-за вибрации от неотбалансированного ротора дробилки. Ответственность одна. Их производственная зона с участком термической обработки и испытательной зоной говорит о том, что они контролируют качество критичных деталей (например, бил для роторных дробилок или броней для конусных) на своей площадке.
Для линии по производству песка и щебня такой интегрированный подход может быть выгоден. Особенно когда речь идёт о поставке 'под ключ'. Они могут спроектировать и изготовить взаимосвязанные компоненты, которые будут оптимально работать вместе. Конечно, это не панацея, и всегда нужно смотреть на конкретные кейсы, отзывы с действующих объектов. Но сам факт наличия полного цикла производства от заготовки до испытаний готового изделия внушает определённое доверие. Это уже не просто торговый дом, который собирает линию из того, что есть на рынке.
В заключение скажу так: построить высокопроизводительную линию — это как собрать оркестр. Можно пригласить самых дорогих и знаменитых солистов (дробилок), но если дирижёр (система управления) слабый, а музыканты (конвейеры, грохоты, питатели) играют вразнобой, симфонии не получится. Будет шум. Успех — в деталях, балансе и глубоком понимании технологии, а не только в паспортных данных. И да, всегда, всегда закладывайте резерв времени и бюджета на пуско-наладку. Она никогда не проходит гладко.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Интеллектуальная линия по переработке каменного материала производительностью 5 млн тонн в год
Интеллектуальная линия по переработке каменного материала производительностью 5 млн тонн в год -
 Роликовый ленточный конвейер
Роликовый ленточный конвейер -
 Тяжёлая молотковая роторная дробилка
Тяжёлая молотковая роторная дробилка -
 Вертикальная линия по производству заполнителей
Вертикальная линия по производству заполнителей -
 Линия по производству промытого песка производительностью 500–600 тонн в час
Линия по производству промытого песка производительностью 500–600 тонн в час -
 Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год
Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год -
 Линия по производству песчано-гравийного материала из известняка производительностью 1000 т/ч (300)
Линия по производству песчано-гравийного материала из известняка производительностью 1000 т/ч (300) -
 Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300)
Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300) -
 Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час
Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час -
 Линия по дроблению известняка производительностью 1,2 млн тонн в год
Линия по дроблению известняка производительностью 1,2 млн тонн в год -
 Линия по производству заполнителей из обожжённой извести производительностью 600 т/ч (200)
Линия по производству заполнителей из обожжённой извести производительностью 600 т/ч (200) -
 Флотационная машина
Флотационная машина