







Горный питатель
Когда говорят ?горный питатель?, многие представляют себе просто массивный лоток, который трясётся и сыпет руду. На деле, если подходить так — уже провал. Это узел, от которого зависит равномерность загрузки, а значит, и нагрузка на дробилку, и износ конвейера, и в итоге — тоннаж в смену. Частая ошибка — ставить первый попавшийся или самый дешёвый, а потом гасить вибрации всей линией и менять сита вдвое чаще нормы. У меня на памяти несколько случаев, когда из-за неправильного выбора типа или регулировки питателя вся технологическая цепочка работала вразнобой.
Типы и выбор: не по каталогу, а по материалу
Вот смотрите, берём классический пластинчатый. Надежен, как танк, для крупных кусков, липкой или влажной массы — часто единственный вариант. Но если поставить его на мелкую сухую руду — получим избыточный расход энергии, шум и быстрый износ тяговых цепей. Тут уже нужен, скажем, вибрационный. Но и вибрационные бывают разные — с инерционным приводом, электромагнитные... Для тяжёлых абразивных пород я бы не рекомендовал электромагнитные, ресурс подшипниковых узлов может оказаться слабым местом, хотя для классификации на второй стадии — отлично.
Ключевой момент, который часто упускают из виду — характеристика питания. Не только ?кусковатость?, но и влажность, и насыпная плотность, и даже угол естественного откоса. Помню, на одном из медных карьеров долго не могли добиться стабильного потока с вибрационника — материал был сильно пылящий, с мелкой фракцией. Оказалось, нужно было не усиливать вибрацию, а, наоборот, настроить её на более плавное ?просыпание? и обязательно установить герметичный кожух. Без этого теряли до 15% материала в виде пыли ещё до дробилки.
И ещё про регулировку. Ширина щели, угол наклона, частота колебаний — всё это настраивается не раз и навсегда, а под конкретную смену фракции. Бывало, приезжаешь на объект, а у них питатель работает на максимуме, хотя можно было снизить амплитуду и увеличить частоту — и износ меньше, и поток ровнее. Это вопрос культуры эксплуатации, которому нужно учить.
Практика и грабли: от сборки до замены
Монтаж — это отдельная история. Казалось бы, привез, поставил на раму, закрепил. Но если фундамент или несущая металлоконструкция недостаточно жёсткие, всё. Появятся паразитные колебания, которые съедят и сам питатель, и соседнее оборудование. Один раз видел, как из-за резонанса с конструкцией галереи через полгода пришлось менять не только крепёжные болты, но и секцию самого лотка. Всё из-за того, что при монтаже проигнорировали рекомендации по динамическим нагрузкам и не сделали дополнительных рёбер жёсткости.
Комплектующие и сервис — больная тема. Не все производители держат на складе ключевые узлы: те же деки (накладки лотка), вибровозбудители, пружинные блоки. Когда ломается, простой стоит огромных денег. Поэтому сейчас при выборе я всегда смотрю не только на цену агрегата, но и на доступность запчастей в регионе, и на наличие технической поддержки. Вот, к примеру, знаю компанию ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование. У них, если зайти на сайт https://www.zydlcrusher.ru, видно, что производство разбито на участки — от покраски и резки до сборки и испытаний. Это важный сигнал: значит, могут контролировать качество на всех этапах и, что критично, оперативно адаптировать конструкцию под нестандартные задачи, а не просто собирать из покупных узлов. Для горного питателя это значит возможность заказать лоток с конкретной толщиной стали или особым покрытием для абразива.
Из личного — был случай с качающимся питателем на известняковом карьере. По паспорту всё сходилось, но через месяц начались проблемы с приводным валом. Разобрались — в материале оказалось больше глинистых включений, чем в исходной геологии. Они налипали, масса становилась неравномерной, возникали ударные нагрузки. Решение было не в замене питателя, а в установке простого предварительного грохочения для отсева мелочи. Иногда проблема решается не ?в лоб?, а изменением схемы подачи.
Интеграция в линию: видение сверху
Питатель — это не самостоятельная единица. Его работа должна быть жёстко увязана с датчиками загрузки на дробилке и с работой конвейера. Современные системы позволяют это делать автоматически, но на многих старых предприятиях регулируют ?на глазок?, по опыту машиниста. Это навык, но он же и риск. Внедрение простой АСУ ТП, которая по сигналу от дробилки меняет скорость подачи, может дать прирост в 5-7% производительности и сэкономить на электроэнергии. Видел такие решения на базе контроллеров, которые предлагают в составе комплексов, как у упомянутой ООО Хэнань Чжунюй Динли. У них в структуре есть зона программно-технологического обеспечения — это как раз про такие интеграционные решения, а не просто про продажу ?железа?.
Перспективы, на мой взгляд, связаны с материалами и диагностикой. Деки из износостойкой стали с полимерным покрытием, системы онлайн-мониторинга вибрации и температуры подшипников. Последнее особенно важно для предотвращения внезапных остановок. Представьте датчик, который за месяц до критического износа сообщает о росте уровня вибрации на определённой гармонике. Это уже не фантастика, а доступные технологии. Их внедрение упирается не в стоимость, а часто в нежелание менять привычные регламенты обслуживания ?по наработке часов?.
В итоге, возвращаясь к началу. Горный питатель — это расчёт, настройка и постоянный контроль. Его нельзя просто ?вписать? в проект по справочнику. Нужно понимать материал, всю цепочку и иметь под рукой партнёра, который сможет не только продать агрегат, но и помочь с инженерными решениями, как это делают на производственных площадках с полным циклом, от покраски до испытаний. Только тогда он станет тем самым ?сердцем потока?, которое работает ровно, долго и без сюрпризов.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству промытого песка производительностью 500–600 тонн в час
Линия по производству промытого песка производительностью 500–600 тонн в час -
 Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230)
Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230) -
 Однобарабанная конусная дробилка
Однобарабанная конусная дробилка -
 Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300)
Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300) -
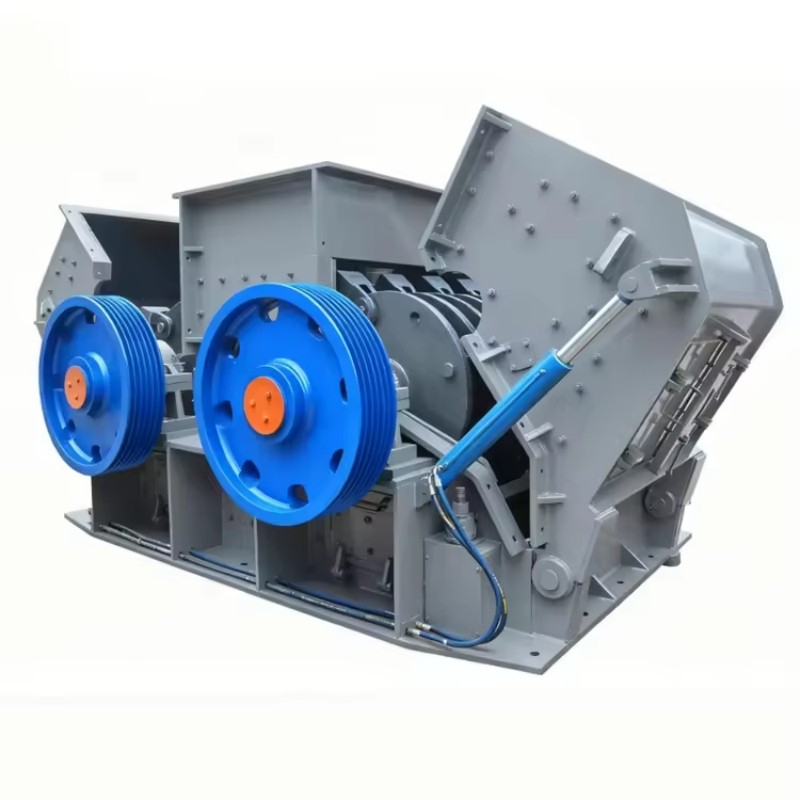
 Реверсивная молотковая дробилка для производства песка
Реверсивная молотковая дробилка для производства песка -
 Валковый грохот
Валковый грохот -
 Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час
Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час -
 Линия по производству щебня из базальта производительностью 400 т/ч (100)
Линия по производству щебня из базальта производительностью 400 т/ч (100) -
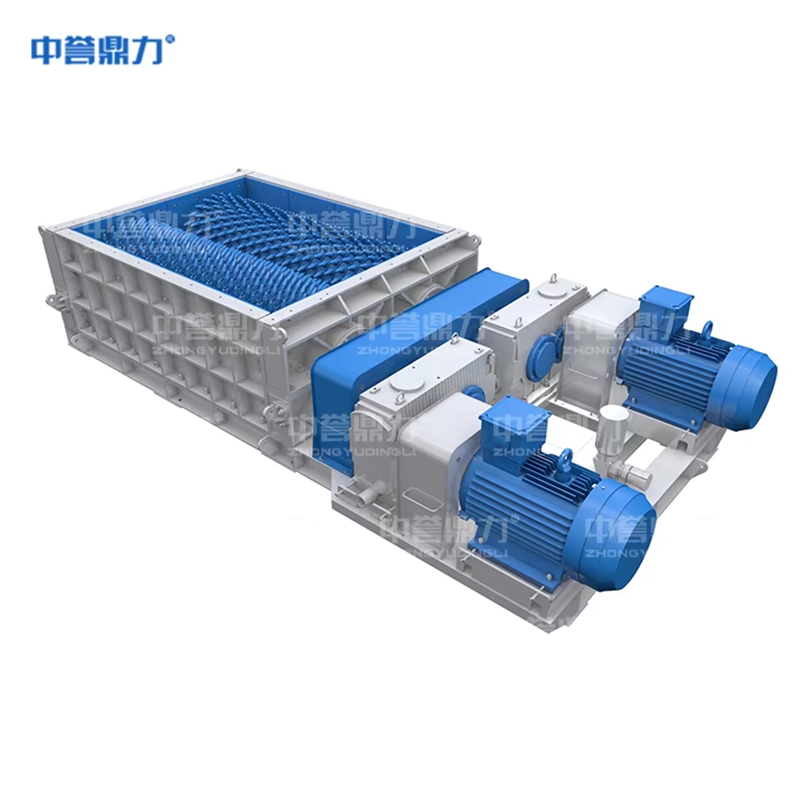
 Двухроторная дробилка для производства песка
Двухроторная дробилка для производства песка -
 Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час
Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час -
 Линия по производству щебня из доломита производительностью 800 т/ч (160)
Линия по производству щебня из доломита производительностью 800 т/ч (160) -
 Проект «Шесть в одном» по производству экологичных строительных материалов
Проект «Шесть в одном» по производству экологичных строительных материалов
Связанный поиск
Связанный поиск- горное дробильное оборудование
- ударно роторные дробилки
- Гусеничная мобильная дробильно-сортировочная станция
- Мобильная дробильная станция для строительного мусора от сноса зданий
- ковшовая пескомойка установка промывки песка
- Износостойкая дробильная линия
- Однобарабанная конусная дробилка
- Щековая дробилка
- оборудования для производства песка
- Линия по дроблению базальта