







Двухвалковая зубчатая дробилка
Когда говорят 'двухвалковая зубчатая дробилка', многие сразу представляют себе простейшую конструкцию — два цилиндра с зубьями, которые вращаются навстречу друг другу. Но на практике всё сложнее. Часто упускают из виду, что ключевое здесь не количество валков, а именно система зубьев и зазор между ними. Видел немало случаев, когда на производстве пытались дробить шлак или уголь с повышенной влажностью на стандартной машине, а потом удивлялись низкой производительности и быстрому износу. Основная ошибка — считать, что все двухвалковые дробилки одинаковы. На самом деле, разница в исполнении зубьев, материале валков и системе регулировки зазора может кардинально менять результат.
Конструктивные нюансы, которые решают всё
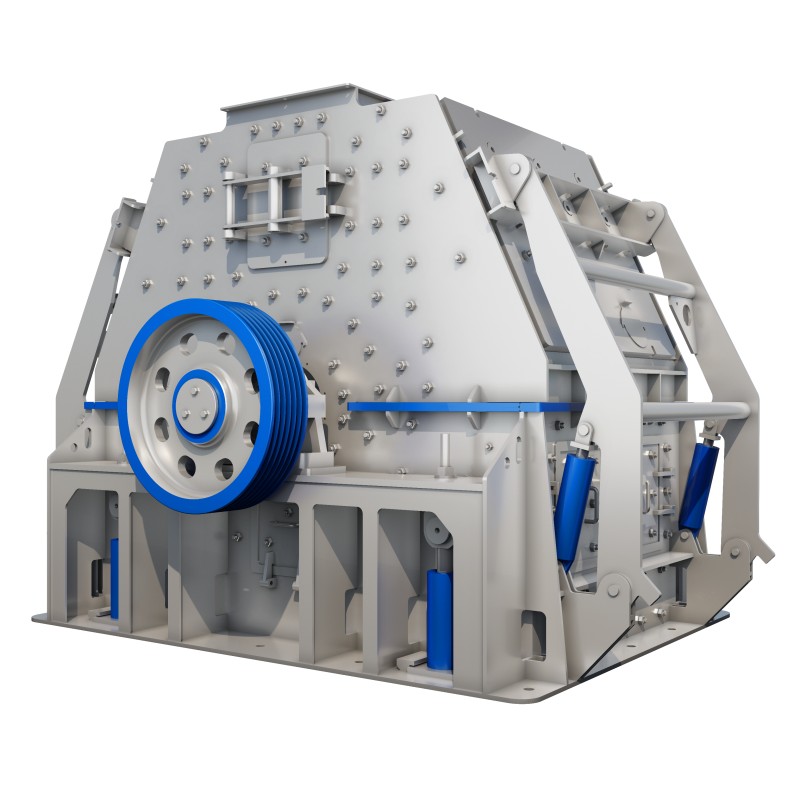
Если брать конкретно зубчатый вариант, то здесь важно, как именно расположены зубья. Встречаются конструкции с продольным и шевронным расположением. Для дробления хрупких материалов, скажем, кокса, лучше подходит шеврон — он дает более равномерное разрушение и меньше пыли. Но когда работал с лигнитом, который имеет свойство налипать, шевронный рисунок быстрее забивался. Пришлось экспериментировать с углом атаки зубьев и межзубцовыми промежутками.
Материал валков — отдельная история. Сталь 110Г13Л (Гадфильда) считается классикой для ударно-абразивного износа. Но её применение в чистом виде для дробления некоторых руд, особенно с включениями кварца, не всегда оправдано. На одном из объектов под Челябинском столкнулись с тем, что валки из 110Г13Л на двухвалковой зубчатой дробилке для переработки строительного мусора с высоким содержанием бетонной крошки выходили из строя за 4-5 месяцев. Анализ показал, что износ был не ударным, а преимущественно абразивным. Перешли на валки с наплавкой твердым сплавом на основе карбида вольфрама — ресурс увеличился почти вдвое, хотя первоначальная стоимость была выше.
Система регулировки зазора — это то, на чем часто экономят, а зря. Простейшая механическая регулировка с помощью прокладок — это прошлый век для постоянной эксплуатации. Гидравлическая или пневматическая система позволяет менять зазор 'на ходу', подстраиваясь под фракцию входного материала. Помню, на заводе по производству агломерата из-за ручной регулировки простои составляли до часа в смену. После модернизации привода регулировки на дробилке от ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование время на перенастройку сократилось до 10-15 минут. Кстати, на их сайте https://www.zydlcrusher.ru можно увидеть, что в производственной зоне есть отдельный участок сборки и испытательная зона — это как раз те места, где такие системы доводятся до ума, проверяются на стендах под нагрузкой.
Опыт эксплуатации и типичные 'болезни'
Ни одна теория не заменит реальной работы. Одна из самых частых проблем — неравномерный износ зубьев по длине валка. Особенно это проявляется при подаче материала не по всей ширине приемного отверстия, а по центру. Конвейер подает породу, и она падает в одну точку. Через пару месяцев работы зубья в центральной части сточены, а по краям — еще как новые. Дробление становится неоднородным, растет выход некондиционной фракции. Решение — установка рассекающих плит или вибрационных питателей для равномерного распределения потока. Казалось бы, мелочь, но без неё эффективность всей линии падает на 20-30%.
Ещё один момент — защита от недробимых включмусора. В теории, один из валков должен отходить, пропуская 'железо' или особо прочный кусок. На практике пружинные или гидравлические предохранительные системы часто не срабатывают с нужной скоростью. Был случай на углеобогатительной фабрике: в угольной массе оказался обломок крепи из легированной стали. Предохранительный узел дробилки сработал, но с задержкой — этого хватило, чтобы погнуть вал и сорвать посадку подшипника. Ремонт занял три недели. После этого стали более серьезно подходить к выбору дробилок, обращая внимание на скорость срабатывания защиты и наличие датчиков контроля крутящего момента в реальном времени.
Шум и вибрация — неизбежные спутники, но их уровень можно контролировать. Сильная вибрация — это не просто дискомфорт для персонала, это индикатор проблем. Чаще всего причина в дисбалансе валков после замены зубьев или в износе опорных подшипников. Регулярный виброконтроль — не прихоть, а необходимость. На одном из предприятий, где использовалась двухвалковая дробилка для измельчения известняка, игнорировали плановые замеры вибрации. В итоге разрушился корпус подшипникового узла из-за усталостных трещин, вызванных резонансными колебаниями. Остановка линии и замена станины — это колоссальные убытки.
Выбор оборудования: на что смотреть помимо паспортных данных
Паспортная производительность — это идеальные условия. В жизни всегда есть перерывы, колебания влажности и состава сырья. Поэтому при выборе всегда советую закладывать запас по мощности двигателя не менее 15-20%. Особенно если материал абразивный или есть риск периодического попадания влажных кусков. Слабый двигатель будет постоянно уходить в перегрузку, перегреваться, что сократит его ресурс в разы.
Удобство обслуживания — фактор, который сильно недооценивают при покупке. Как часто нужно менять зубья или наплавку? Есть ли быстросъемные узлы? Как организован доступ к подшипниковым узлам? Если для замены одного подшипника нужно разбирать полдробилки и использовать тяжелую грузоподъемную технику — это постоянные простои и высокие затраты на ремонт. Сейчас многие производители, включая ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, проектируют машины с откидными кожухами и модульной конструкцией. На их сайте в описании производственной зоны упоминается участок окончательной комплектации — именно там, наверное, собирают такие агрегаты, где основные узлы можно демонтировать без полной разборки. Это серьезно экономит время техобслуживания.
Наличие испытательной зоны у производителя — это большой плюс. Это значит, что дробилка перед отгрузкой, скорее всего, 'прокручена' на стенде под нагрузкой, проверена работа всех систем, включая защитные и регулировочные. Не раз видел, как оборудование, собранное 'с листа', без предварительных испытаний, приходит на объект, и сразу начинаются проблемы с приработкой узлов, течами масла и т.д. Поэтому, когда выбираешь поставщика, стоит обратить внимание на этапность производства. Упомянутая компания, судя по описанию, имеет четкое разделение на участки: от резки и сварки до испытаний и отгрузки. Это косвенно говорит о системном подходе, а не о кустарной сборке.
Интеграция в технологическую линию
Дробилка — не самостоятельная единица, а часть конвейера. Очень важно, как она стыкуется с питающим и разгрузочным транспортером. Высота разгрузки, угол наклона, ширина разгрузочного лотка — всё это влияет на дальнейший транспорт материала. Была ситуация, когда после замены старой дробилки на новую, более производительную, возникла проблема: объем дробленого материала увеличился, а разгрузочный желоб был слишком узким и коротким. Материал начал пересыпаться мимо приемного конвейера, создавая завалы. Пришлось на месте переделывать систему разгрузки.
Автоматизация. Современная двухвалковая зубчатая дробилка редко работает в полностью ручном режиме. Датчики температуры подшипников, датчики уровня масла в редукторе, система контроля мощности двигателя — всё это выводится на пульт оператора. Но здесь важно не перегрузить систему лишними, ненужными для конкретного производства, опциями. Для стабильного по составу сырья в карьере достаточно базового набора. Для переработки строительных отходов, где состав непредсказуем, уже нужна более 'умная' система, способная быстро менять режимы работы. В описании компании-производителя указана 'зона программно-технологического обеспечения' — это как раз тот отдел, который, вероятно, занимается настройкой систем управления под задачи заказчика.
Экономика процесса. В конечном счете, всё упирается в стоимость тонны готового продукта. Сюда входит не только цена дробилки, но и стоимость ее установки, эксплуатации (электроэнергия, изнашиваемые части), ремонтов и простоев. Иногда дешевле купить более дорогую, но надежную машину с большим ресурсом рабочих органов и продуманным сервисом, чем постоянно латать бюджетный вариант. Особенно это касается непрерывных производств, где час простоя может стоить десятки тысяч рублей. Выбор в пользу оборудования, произведенного на современной площадке с полным циклом, как у упомянутой компании с ее 13 функциональными участками, часто оказывается экономически обоснованным в долгосрочной перспективе, так как снижает риски, связанные с качеством изготовления и сборки.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу... Двухвалковая зубчатая дробилка — это далеко не примитивный агрегат. Это сложный механизм, эффективность которого зависит от сотни деталей: от геометрии одного зуба до логики работы системы управления. Опыт показывает, что успешная эксплуатация — это всегда компромисс между производительностью, качеством дробления, ресурсом и стоимостью владения. Не бывает идеальной дробилки для всех материалов. Главное — четко понимать, с чем именно предстоит работать, и подбирать (или даже проектировать) машину под эти конкретные условия. И всегда, всегда смотреть не только на сам агрегат, но и на то, как он впишется в твою существующую линию, какие потребует изменений в инфраструктуре и обслуживании. Вот об этом редко пишут в каталогах, но именно это и определяет, будет ли оборудование работать или станет источником головной боли.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час
Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час -
 Роторная дробилка
Роторная дробилка -
 Интегрированная башенная установка для сухого производства песка
Интегрированная башенная установка для сухого производства песка -
 Линия по производству промытых песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству промытых песчано-гравийных заполнителей производительностью 1000 тонн в час -
 Интеллектуальная линия по переработке каменного материала производительностью 5 млн тонн в год
Интеллектуальная линия по переработке каменного материала производительностью 5 млн тонн в год -
 Клапаны
Клапаны -
 Двухкамерная дробилка для твёрдых пород
Двухкамерная дробилка для твёрдых пород -
 Гирационная дробилка горизонтального типа
Гирационная дробилка горизонтального типа -
 Линия по переработке известняка производительностью 800–900 тонн в час
Линия по переработке известняка производительностью 800–900 тонн в час -
 Линия по производству известняка производительностью 1,8 млн тонн в год (500)
Линия по производству известняка производительностью 1,8 млн тонн в год (500) -
 Верхнеприводный виброгрохот
Верхнеприводный виброгрохот -
 Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час
Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час
Связанный поиск
Связанный поиск- питатель пластинчатый тк
- дробилка щековая смд 109а
- щековая дробилка 741
- Щековая дробилка
- Высокопроизводительная мобильная дробильная станция 200-400 тонн/час
- щековые дробилки молотковые дробилки
- мобильные щековые дробилки купить
- Компактный гусеничный мобильный дробильно-сортировочный комплекс
- стационарная щековая дробилка
- дробилки метсо щековые