







заводы дробильно сортировочного оборудования
Когда говорят про заводы дробильно-сортировочного оборудования, многие сразу представляют сборочные линии и горы металла. Но суть-то не в площадях, хотя и они важны. Главное — как организована логистика внутри производства, от раскроя листа до тестового запуска готового агрегата. Частая ошибка — оценивать мощности только по количеству станков, упуская из виду, например, участок термической обработки или покрасочный бокс. Без них даже идеально собранная дробилка может не пройти по ресурсу или быстро покрыться коррозией в полевых условиях.
От чертежа до металла: где начинается реальное производство
Всё начинается не со сварки, а с резки. Участок резки заготовок — это точка, где цифровая модель превращается в физическую деталь. Здесь критична точность. Помню, на одном из старых проектов пытались экономить на этом этапе, использовали устаревшее оборудование. В итоге — постоянная подгонка на сборке, увеличение сроков, перерасход электродов. Сейчас, глядя на современные производства, вроде того, что развернула ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование на своей площадке в 32 000 м2, видишь четкое разделение: резка, обработка листа, механическая обработка — всё на отдельных участках. Это не для галочки в рекламном буклете, а для минимизации простоев и брака.
После резки деталь часто попадает на участок термической обработки. Многие недооценивают этот этап для дробильно-сортировочного оборудования, считая, что главное — прочный металл. Но била, молотки, футеровки — они работают в условиях ударных нагрузок и абразивного износа. Без правильной закалки или отпуска ресурс падает в разы. На собственном опыте сталкивался, когда партия щек для дробилок пошла в работу без должного ТО — через две недели клиент вернулся с претензиями.
И вот здесь важен переход к сборочному участку. Если предыдущие этапы сделаны качественно, сборка идет как по маслу. Если нет — начинается ?доработка напильником?, сварочные работы там, где их изначально не планировалось, и, как следствие, нарушение геометрии и балансировки узлов. На современных заводах, таких как zydlcrusher.ru, участок сборки часто соседствует с зоной окончательной комплектации, что логично: собрал крупный узел — сразу установил на него гидравлику, электроприводы, датчики.
Сварка и покраска: не второстепенные, а ключевые этапы
Участок сварки — это отдельная история. Для дробильного оборудования сварные швы — не просто соединение, а элемент, работающий на вибрацию и удар. Автоматическая сварка под флюсом для ответственных швов, ручная дуговая для монтажа на месте — всё должно быть предусмотрено. Раньше часто экономили, ставя сварщиков-универсалов на всё подряд. Результат — микротрещины, которые вскрывались только под нагрузкой. Сейчас грамотные производители имеют отдельный участок сварки с контролем качества каждого шва, особенно для рам грохотов и корпусов дробилок.
Покраска и пескоструйная обработка. Казалось бы, косметика. Но ржавчина снаружи — индикатор отношения к качеству внутри. Пескоструйка перед покраской — обязательна. Видел, как оборудование, покрашенное по неочищенному металлу, уже через месяц на объекте начинало ?пузыриться?. В производственной зоне ООО Хэнань Чжунюй Динли участок покраски и пескоструйки вынесен в отдельный функциональный блок, что правильно. Это позволяет контролировать среду, избегать пыли и обеспечивать адгезию покрытия. Для оборудования, которое работает на карьерах, под дождем и снегом, это не мелочь.
После покраски — складская зона и зона готовой продукции. Здесь тоже есть нюансы. Готовый грохот или дробильную установку нельзя просто поставить на землю. Нужны специальные подкладки, укрытие от осадков до отгрузки. Порой именно на этой финальной стадии происходят повреждения при неправильном складировании, сводя на нет всю предыдущую работу цехов.
Испытания и логистика: финальный штрих, который решает всё
Испытательная зона — вот что отличает серьезный завод от сборочной мастерской. Собранный агрегат должен ?прогнаться? под нагрузкой, вхолостую, провериться на вибрацию, нагрев подшипников, работу всех систем. Раньше часто ограничивались кратковременным включением. Сейчас же, на передовых производствах, проводят цикличные испытания, имитирующие реальные рабочие режимы. Это позволяет выявить и устранить ?детские болезни? до отгрузки клиенту. На сайте zydlcrusher.ru в описании компании упоминается испытательная зона, и это не просто слова. Наличие такого участка в структуре производства говорит о закрытом цикле контроля качества.
Участок отгрузки — финальный аккорд. Правильно спланированная логистика на территории завода (тот самый ?зона отгрузки?) экономит время и деньги. Погрузка тяжеловесного сортировочного оборудования требует специальной техники и планирования. Помню случай, когда из-за узких проездов на старой площадке готовую конусную дробилку не могли вывезти два дня — пришлось разбирать часть забора. Сейчас проектирование заводов включает в себя макетирование логистических потоков от цеха до ворот.
И вот что еще важно: современный завод — это не только железо. В ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование есть зона программно-технологического обеспечения. Это значит, что оборудование проектируется с учетом возможности автоматизации, подключения к системам мониторинга. Дробилка или грохот перестают быть просто механизмами, а становятся элементами цифровой производственной цепи. Это уже следующий уровень, к которому движется отрасль.
Интеллектуальное оборудование: что стоит за модным словом
?Интеллектуальное оборудование? в названии компании — это не маркетинг. На практике это означает встроенные датчики вибрации, температуры, системы дистанционного мониторинга состояния подшипников и износа бил. Для завода-производителя это накладывает отпечаток на весь процесс: на участке сборки появляются операции по монтажу и калибровке сенсоров, на участке окончательной комплектации — по подключению и первичному программированию систем управления.
Это требует иной культуры производства. Электрик и слесарь-сборщик уже должны работать в связке с инженером-наладчиком КИП. Не все старые кадры легко перестраиваются. Внедрение таких решений часто идет через пилотные проекты и неизбежно сопряжено с ошибками. Например, неудачное расположение датчика, который постоянно забивается пылью на сортировочном комплексе, или проблемы с проводкой в условиях постоянной вибрации.
Но когда это работает — ценность для конечного заказчика резко возрастает. Предупредить о необходимости замены подшипника за 50 моточасов до выхода из строя — это экономия на простое и ремонте, которая окупает первоначальные вложения в ?интеллект?. Поэтому современные заводы дробильно-сортировочного оборудования все больше вкладываются именно в эту составляющую — программно-технологическое обеспечение, делая свои продукты не просто надежными, но и предсказуемыми в обслуживании.
Заключительные мысли: производство как живой организм
В итоге, оценивая завод, будь то в России, Китае или где бы то ни было, смотрю не на красивые картинки с конвейеров, а на стыковку этапов. Есть ли плавный переход от цеха к цеху? Решены ли вопросы межоперационного складирования? Как организован контроль на выходе с каждого участка? Именно эти, казалось бы, мелочи и определяют, будет ли готовый комплекс работать безотказно или станет головной болью для эксплуатационщиков.
Опыт, в том числе и негативный, подсказывает, что идеального завода не бывает. Всегда есть узкие места. Но прогресс в том, что эти узкие места теперь стараются предвидеть на этапе проектирования производственных зон, как это видно в подходах ряда современных компаний. Производство дробильно-сортировочного оборудования перестает быть кустарным ремеслом и становится высокотехнологичным процессом, где важна каждая операция — от пескоструйки до прошивки контроллера.
И возвращаясь к началу: когда в следующий раз услышите про ?мощный завод?, спросите не про площадь, а про то, как там организован участок термической обработки или испытательная зона. Ответ многое расскажет о реальных возможностях производителя.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Клапаны
Клапаны -
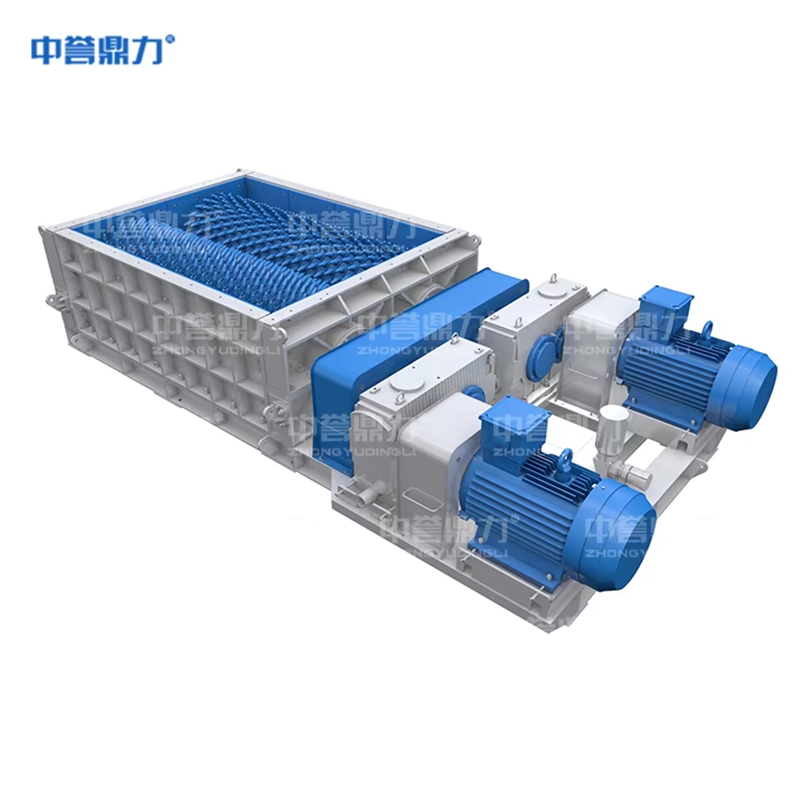 Двухвалковая зубчатая дробилка
Двухвалковая зубчатая дробилка -
 Линия по дроблению известняка производительностью 1,2 млн тонн в год
Линия по дроблению известняка производительностью 1,2 млн тонн в год -
 Виброгрохот
Виброгрохот -
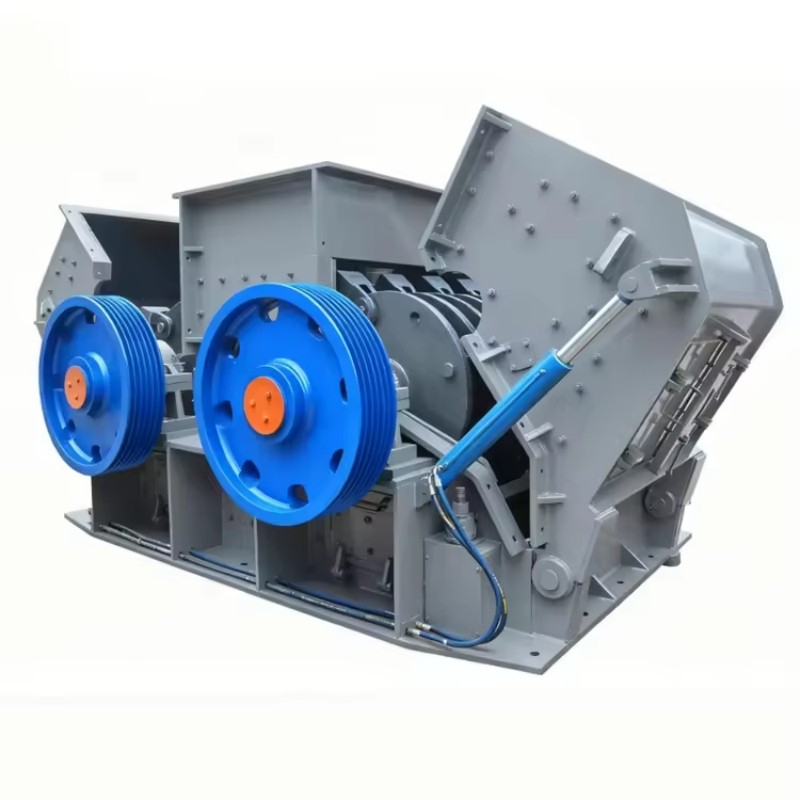 Двухроторная дробилка для производства песка
Двухроторная дробилка для производства песка -
 Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300)
Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300) -
 Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263
Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263 -
 Спиральная пескомойка
Спиральная пескомойка -
 Линия по производству карбоната кальция производительностью 200 т/ч (100)
Линия по производству карбоната кальция производительностью 200 т/ч (100) -
 Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час
Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час -
 Линия по производству строительного каменного материала из кальцита производительностью 2 млн тонн в год (400)
Линия по производству строительного каменного материала из кальцита производительностью 2 млн тонн в год (400) -
 Комбинированный аппарат для регенерации мелкого песка
Комбинированный аппарат для регенерации мелкого песка
Связанный поиск
Связанный поиск- вибрационная щековая дробилка
- роторные дробилки vsi
- Тяжёлая молотковая роторная дробилка
- роторная дробилка pf
- питатель пластинчатый пп
- Рудничный вибрационный грохот
- Гусеничное мобильное дробильное оборудование со стабильной производительностью
- щековая дробилка купить авито
- Двухроторная дробилка для производства песка
- роторная дробилка pf1214