







Износостойкая дробильная линия
Когда говорят про износостойкую дробильную линию, многие сразу думают про плиты, билы, конусы — мол, поставил самый твердый сплав, и все. На деле это самое поверхностное понимание. Линия — это система, и её износостойкость определяется не только маркой стали на ударном элементе, но и сотней других факторов, которые часто упускают из виду на этапе проектирования или эксплуатации. Вот об этом и хочу порассуждать, исходя из того, что приходилось видеть и собирать на месте.
Где кроется настоящий износ?
Конечно, дробящие элементы — это точки максимального истирания и удара. Но если смотреть на линию как на конвейер по переработке абразивного материала, то слабых мест гораздо больше. Например, лотки, кожухи, переходники, сита грохотов. Материал по ним скользит, бьётся, и если здесь сэкономить на толщине или марке стали, то дыра появится быстрее, чем сотрётся конус. Частая ошибка — делать эти элементы из обычной конструкционной стали, потому что они ?не несут ударной нагрузки?. Но абразивный износ делает своё дело.
Ещё один критичный момент — это точки пересыпа. Тот самый участок, где материал с конвейера падает в приёмный бункер дробилки или с одной ленты на другую. Здесь создаётся турбулентность потока, материал летит не строго вниз, а бьёт по стенкам. Часто вижу, как эти зоны усилены просто наваренными листами, без учёта угла падения. В итоге, лист стирается, а за ним начинает выедать основную стенку. Правильнее — сразу проектировать сменные износостойкие футеровки с правильной геометрией, направляющей поток.
И, конечно, сама конструкция дробильных агрегатов. Недостаточно просто купить дробилку с хорошими характеристиками. Нужно смотреть, как в ней организована защита от износа вторичных элементов. Скажем, в некоторых моделях роторных дробилок бывают ?мёртвые зоны? в камере дробления, где материал начинает циркулировать, не выходя наружу, и бесполезно перетирает броню. Это дефект проектирования, и никакая износостойкая сталь не спасёт — она будет стираться равномерно, но быстро.
Опыт с компонентами и логистикой из Китая
Работая с поставками, в том числе и для износостойкой дробильной линии, часто сталкиваешься с вопросом комплектации. Взять, к примеру, компанию ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (https://www.zydlcrusher.ru). Их подход интересен тем, что они пытаются закрыть весь цикл. У них есть своя производственная зона в 32 000 кв. м., где выделены участки от резки и сварки до термической обработки и покраски. Это не просто сборочный цех.
Для нас это было важно при заказе линии для переработки гранита. Нужны были не просто дробилки, а полный комплект сменных элементов и футеровок, причём с гарантией на состав сплава. Многие поставщики закупают билы на стороне, и ты никогда не знаешь, что тебе привезут в итоге. Здесь же, судя по описанию участков (мехобработка, термообработка), контроль над процессом должен быть выше. На практике это вылилось в то, что мы смогли согласовать конкретную марку износостойкой стали (не абстрактную ?Hardox 400?, а с уточнением по химсоставу) для разных узлов линии. Для лотков — одна, для ударных элементов — другая, с другой термообработкой.
Но и здесь не без подводных камней. Их производственная зона — это ?первая очередь?. Вопрос в том, как организована логистика между этими 13 участками и как обеспечивается качество на стыках. Например, участок пескоструйной обработки и покраски. Важно, чтобы после механической обработки и сварки деталь правильно подготовили, иначе даже самая лучшая краска отлетит через месяц в карьере. Мы при приёмке всегда смотрим на обратную сторону деталей, на сварные швы — часто проблемы именно там, где не видно с первого взгляда.
Сборка и ?подгонка? на месте — без этого никуда
Можно привезти самые совершенные компоненты, но если монтажники на месте соберут кое-как, вся износостойкость пойдёт насмарку. Классический пример — несоосность валов дробилки и электродвигателя. Кажется, банальность. Но на практике, особенно при срочном вводе в эксплуатацию, на это могут махнуть рукой. Вибрация от малейшего перекоса будет колоссальной, и подшипники, корпуса, соединения начнут разрушаться задолго до того, как износится броня.
Поэтому для настоящей износостойкой дробильной линии критически важны не только материалы, но и качество предоставленных чертежей фундаментов, монтажных схем, и, что ещё важнее, наличие технического надзора от поставщика на этапе монтажа и пусконаладки. В случае с тем же Хэнань Чжунюй, судя по структуре (зона программно-технологического обеспечения), они декларируют этот подход. Но на бумаге одно, а на стройплощадке в Сибири — другое. Удалённая поддержка помогает слабо, нужен человек на месте, который понимает и механику, и материал.
Один из наших неудачных опытов (не с этим поставщиком) был связан как раз с этим. Линия вроде бы мощная, компоненты хорошие, но схема фундаментов была ?типовая?, не адаптированная под местные грунты. В итоге дала усадку не равномерно, появился тот самый перекос. Пришлось останавливать, демонтировать, усиливать фундамент и выставлять заново. Простой и переделки съели всю экономию от ?дешёвого? комплекта.
Система против единичного элемента
Вот к чему я веду. Износостойкость — это свойство системы. Можно поставить супер-билы из лучшего сплава, но если питание дробилки неравномерное (то густо, то пусто), будут ударные перегрузки, и этот бил сколется, а не сотрётся. Нужен правильно рассчитанный вибропитатель, предварительное грохочение для отсева мелочи (которая работает как абразивная паста в камере дробления), правильно спроектированные транспортные ленты с нужной скоростью.
Именно поэтому, когда компания позиционирует себя как производитель ?интеллектуального оборудования?, я смотрю не на слово ?интеллектуальное?, а на то, предлагают ли они эту самую систему. Готовы ли они не просто продать набор машин, а спроектировать технологическую цепочку, где каждый элемент работает на сохранение ресурса другого. Упомянутая компания в своём описании делает акцент на полный цикл производства — от заготовки до испытаний. Это правильный вектор. Но испытательная зона — это ключевое. Испытывают ли они там собранную линию на стенде? Хоть в миниатюре? Или только отдельные агрегаты? Это большая разница.
Наш относительно удачный проект как раз был построен на этом. Мы заказывали не просто дробилки и грохоты, а техническое задание на всю линию с учётом характеристик нашего сырья (влажность, абразивность, наличие глинистых включений). И в ответ получили не просто коммерческое предложение, а расчёты по ожидаемому износу для разных узлов в граммах на тонну, рекомендации по режимам работы для минимизации износа. Это и есть признак системного подхода к износостойкой дробильной линии.
Заключение: долговечность как экономика
В итоге, разговор об износостойкости — это всегда разговор об экономике. Не о цене за тонну стали, а о стоимости тонны готового продукта с учётом простоев на замену износа, стоимости запчастей и работ. Гонка за самой высокой твёрдостью иногда проигрывается из-за хрупкости материала или его безумной цены.
Правильная линия — это сбалансированное решение. Где-то стоит поставить дорогую, но очень долговечную футеровку (там, где доступ для замены сложен), а где-то можно использовать более дешёвый, но легко заменяемый элемент. Производитель, который имеет свои участки мехобработки и сборки, теоретически может гибко предлагать такие решения, а не продавать ?каталоговый? вариант.
Поэтому, когда смотришь на сайты вроде zydlcrusher.ru и видишь длинный список своих производственных участков, это вселяет некоторый оптимизм. Но доверять можно только после детальных технических дискуссий и, желательно, после посещения этого самого производства. Чтобы увидеть, как из листа на участке резки рождается тот самый элемент, который через полгода будет принимать на себя удар гранитного валуна где-нибудь в Карелии. Только тогда складывается полная картина.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по дроблению речной гальки производительностью 300 т/ч (200)
Линия по дроблению речной гальки производительностью 300 т/ч (200) -
 Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час -
 Линия по производству щебня из доломита производительностью 800 т/ч (160)
Линия по производству щебня из доломита производительностью 800 т/ч (160) -
 Линия по производству строительного каменного материала из кальцита производительностью 2 млн тонн в год (400)
Линия по производству строительного каменного материала из кальцита производительностью 2 млн тонн в год (400) -
 Линия по переработке флюоритовой руды производительностью 700 т/ч (280)
Линия по переработке флюоритовой руды производительностью 700 т/ч (280) -
 Линия по переработке известняка производительностью 800–900 тонн в час
Линия по переработке известняка производительностью 800–900 тонн в час -
 Мобильная дробильно-сортировочная станция
Мобильная дробильно-сортировочная станция -
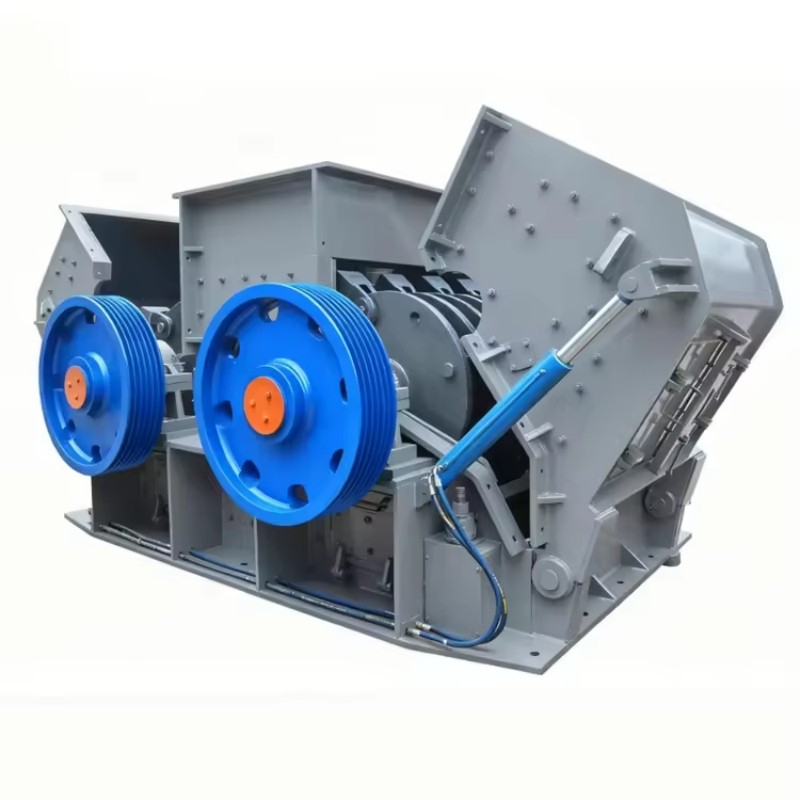
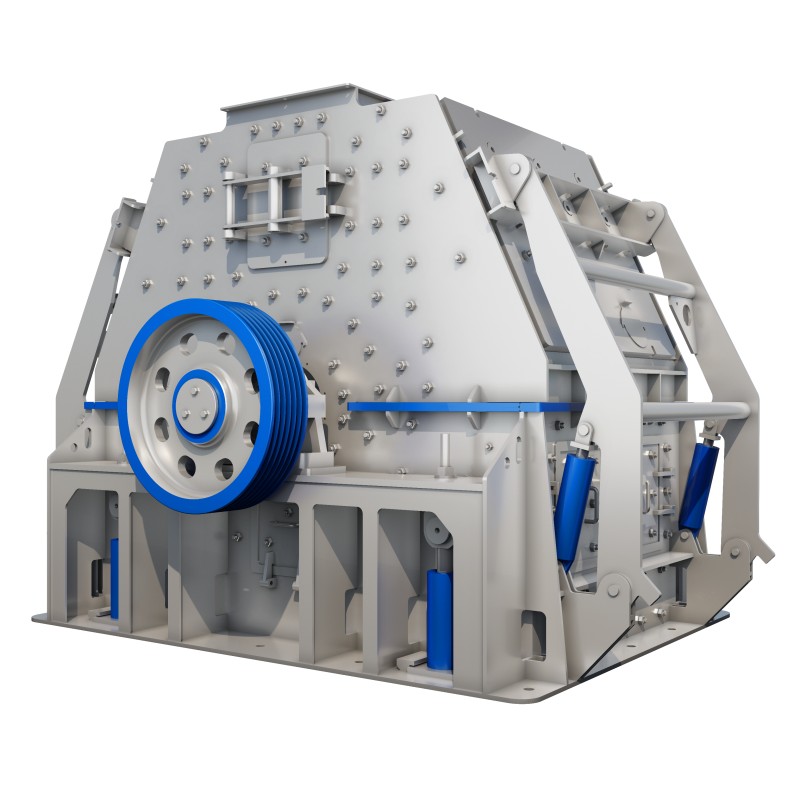
 Тяжёлая молотковая роторная дробилка
Тяжёлая молотковая роторная дробилка -
 Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год
Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год -
 Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180)
Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180) -
 Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час -
 Проект «Шесть в одном» по производству экологичных строительных материалов
Проект «Шесть в одном» по производству экологичных строительных материалов
Связанный поиск
Связанный поиск- Линия по производству песка из кварцита
- Вибрационный питатель
- Тяжёлая молотковая роторная дробилка
- Рудничный конвейер
- Мобильное дробильное оборудование для быстрого перебазирования и ведения работ
- вибрационный питатель купить
- щековая дробилка 741
- продам щековых дробилок
- дробильно мельничное оборудование
- дробилка щековая смд 109а