







Линия по производству заполнителей из габбро
Когда говорят ?линия по производству заполнителей из габбро?, многие сразу представляют себе просто набор дробилок и грохотов, соединённых конвейерами. Но на деле, если речь идёт о качественном кубовидном щебне для высоких марок, всё куда капризнее. Габбро и долерит — материалы абразивные, с высокой плотностью, и тут любая мелочь в подборе оборудования или технологии вылезает боком — и в ресурсе, и в форме зерна, и в простое. Сам через это проходил не раз.
С чего обычно начинаются ошибки: переоценка ?железа?
Частая история — заказчик фокусируется на мощности в тоннах в час, выбирает самую большую щековую дробилку, которую может позволить, и считает, что главное сделано. А потом оказывается, что первичное дробление даёт слишком много лещадных зёрен, которые потом не исправить ни одной конусной дробилкой. Форма начинает ?плыть? уже на старте. Приходится либо мириться с потерей качества, либо перестраивать всю схему, что дорого. Я видел такие линии, где вторичное дробление просто не справлялось с исправлением формы из-за плохо подобранной первой стадии.
Ещё один момент — упор на импортное оборудование, как на панацею. Да, оно часто надёжнее, но сервис и запчасти могут стать кошмаром, особенно в удалённых регионах. Иногда рациональнее собрать линию из машин, чьи сервисные центры есть поблизости, даже если их паспортные данные чуть скромнее. Простой в 2-3 недели из-за ожидания детали из-за границы съедает всю выгоду от ?премиум?-бренда.
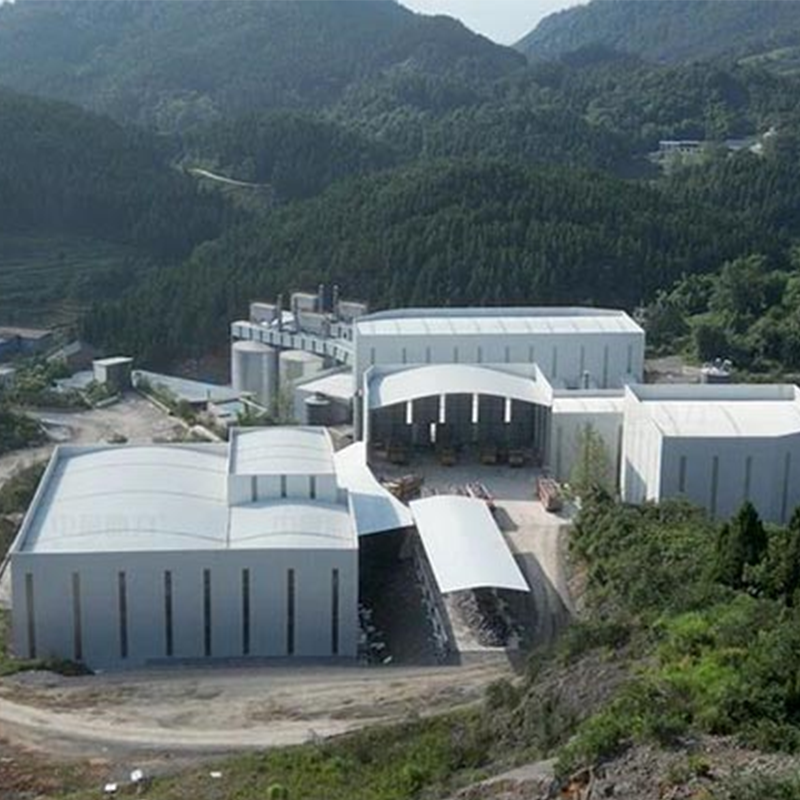
Здесь, кстати, обратил внимание на подход некоторых производителей, которые делают ставку на полный цикл у себя на площадке. Например, у ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование на их сайте https://www.zydlcrusher.ru видно, что производственная зона разбита на конкретные функциональные участки: от резки и сварки до покраски и испытаний. Это не гарантия, но намёк, что агрегаты могут быть лучше пригнаны друг к другу, так как собираются в одной экосистеме, а не просто свозятся с разных заводов. Для габбро это важно — узлы должны выдерживать вибрацию и ударные нагрузки.
Ключевые узлы: где тонко, там и рвётся
Сердце линии для габбро — это, конечно, дробилки среднего и мелкого дробления. Конусные, желательно с гидравликой для регулировки разгрузочной щели под нагрузкой. Но часто забывают про питатели. Вибрационный колосниковый питатель перед щековой дробилкой — это не просто транспортёр. Он должен эффективно отсеивать мелкую фракцию и ?грязь? (мелочь и пыль), которая только увеличивает износ камер дробления и ухудшает лещадность. Если он плохо настроен или маломощен, проблемы начинаются сразу.
Грохочение. Казалось бы, что тут сложного? Но с габбро, особенно влажным, сита быстро забиваются. Нужны либо системы самоочистки (шары, щётки), либо правильно подобранные амплитуда и частота. Видел случай, когда из-за неправильно выбранного угла наклона сита на грохоте материал не просеивался, а просто скатывался, создавая перегрузку на следующую дробилку. Мелочь, а остановила линию на сутки, пока переставляли.
Транспорт. Ленточные конвейеры — их часто экономят, ставят с недостаточным запасом прочности. А габбро тяжелое. И когда идёт постоянная перегрузка, рвутся не только ленты, но и ролики, особенно на поворотных участках. Плюс абразивный износ самой ленты. Тут лучше сразу закладывать более высокий класс износостойкости, иначе замены будут постоянной статьёй расходов.
Из практики: пример с настройкой формы зерна
Был у меня опыт на одной линии, где заказчик хотел получить максимум кубовидного щебня 5-20 мм для асфальтобетона высоких марок. Линия стандартная: щековая, потом две конусные (средняя и мелкая), за ними три грохота. Но выход нужной фракции был низким, много переизмельчения и лещади.
Стали разбираться. Оказалось, проблема в схеме замкнутого цикла после третьей стадии. Дробилка мелкого дробления работала с постоянно высокой загрузкой, так как циркулирующая нагрузка была рассчитана неверно. Перегруженная дробилка начинала ?пережаривать? материал, выдавая много игловатых зёрен. Решение было не в замене дробилки, а в перенастройке грохотов и изменении точек отсева. Увеличили эффективность отсева перед последней дробилкой, часть материала пустили в обход. Это снизило нагрузку, и форма зерна сразу улучшилась. Иногда нужно не больше железа, а более умная логика работы.
В таких ситуациях полезно, когда поставщик оборудования может не просто продать агрегаты, но и помочь с технологической схемой, имея свой опыт. Смотрю на описание ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование — у них в структуре заявлена не только производственная зона, но и зона программно-технологического обеспечения. В теории это должно означать, что они могут предложить не просто машины, а именно технологический процесс, просчитанный под конкретное сырьё. Для габбро это критически важно, потому что универсальных решений тут нет.
О чём часто не думают заранее: пыль и износ
Габбро при дроблении даёт очень много пыли. Абразивной, тяжёлой пыли. Система аспирации — это не просто ?для экологии?. Если её нет или она слабая, пыль оседает на всех узлах, в подшипниках, в гидравлике, резко увеличивая износ. Особенно страдают виброузлы грохотов. Чистка линии превращается в постоянную и дорогую рутину. Лучше сразу закладывать мощные рукавные фильтры с системой автоматической регенерации.
Износ броней дробилок — отдельная тема. Ресурс сильно зависит не только от марки стали, но и от геометрии камеры дробления. Иногда незначительное изменение профиля футеровки может увеличить межремонтный период на 20-30%. Стоит требовать от поставщика не просто сертификаты на сталь, но и рекомендации по профилю для работы именно с габбро. И иметь на складе свой запас броней — их замена это плановая операция, а не аварийная.
Здесь возвращаюсь к мысли о комплексном поставщике. Если компания, как та же ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, имеет в своей производственной зоне участок термической обработки, это может быть плюсом. Значит, они могут контролировать процесс упрочнения критических деталей (например, бил или броней) на своём производстве, подгоняя характеристики под конкретный материал. Это лучше, чем покупать усреднённые запчасти у третьих фирм.
Вместо заключения: линия — это живой организм
Так что, если резюмировать, линия по производству заполнителей из габбро — это не статичный набор машин. Это система, которую нужно тонко настраивать под конкретную породу в карьере (да, габбро тоже бывает разным по структуре и трещиноватости). И главный успех — не в покупке самого дорогого оборудования, а в глубоком понимании технологии теми, кто эту линию проектирует и поставляет.
Важно смотреть не только на каталоги, но и на то, может ли поставщик показать реальные работающие объекты на похожем сырье, есть ли у него своя инженерная база для расчётов и настройки. Площадь цехов в 32 000 кв. метров, как в упомянутой компании, — это, конечно, масштаб, но он должен работать на качество и гибкость решений, а не быть просто цифрой в рекламе.
В конечном счёте, такая линия должна работать стабильно, выдавая предсказуемый качественный продукт годами. А это достигается вниманием к сотне мелких деталей, которые в брошюрах не опишешь. Только опыт, часто горький, и постоянный анализ работы каждого узла. Без этого даже самая дорогая линия будет головной болью, а не активом.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству известнякового заполнителя производительностью 3 млн тонн в год
Линия по производству известнякового заполнителя производительностью 3 млн тонн в год -
 Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300)
Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300) -
 Спиральная пескомойка
Спиральная пескомойка -
 Качающийся концентрационный стол для обогащения металлических руд
Качающийся концентрационный стол для обогащения металлических руд -
 Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год)
Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год) -
 Вертикальная линия по производству заполнителей
Вертикальная линия по производству заполнителей -
 Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180)
Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180) -
 Мобильная дробильно-сортировочная станция
Мобильная дробильно-сортировочная станция -
 Щековая дробилка
Щековая дробилка -
 Линия по производству строительного каменного материала производительностью 2 млн тонн в год
Линия по производству строительного каменного материала производительностью 2 млн тонн в год -
 Линия по производству заполнителей из обожжённой извести производительностью 600 т/ч (200)
Линия по производству заполнителей из обожжённой извести производительностью 600 т/ч (200) -
 Двухвалковая зубчатая дробилка
Двухвалковая зубчатая дробилка