







Линия по производству искусственного песка
Когда говорят ?линия по производству искусственного песка?, многие сразу представляют себе просто набор дробилок и грохотов, соединённых конвейерами. Это, пожалуй, самый распространённый и в корне неверный стереотип. На деле, это сложный технологический комплекс, где выбор каждого узла — от первичного дробления до системы аспирации — это компромисс между десятком параметров: исходной породой, требуемым модулем крупности, содержанием лещадных зёрен, мощностью и, конечно, бюджетом. За последние годы пришлось столкнуться с разными конфигурациями, и некоторые решения, которые на бумаге выглядели оптимально, на практике приводили к простою или перерасходу на износ.
От сырья до щебня: где закладываются основные проблемы
Всё начинается не с дробилки, а с карьера. Гранит, базальт, известняк — поведение каждого материала в процессе дробления уникально. С гранитом, например, часто возникает иллюзия: раз твёрдый, значит, нужна максимально мощная щековая дробилка. Но если в породе много полевого шпата, абразивный износ на вторичной стадии (скажем, на роторной дробилке с вертикальным валом) может оказаться катастрофическим. Приходится либо менять концепцию, переходя на конусные дробилки для среднего дробления, что дороже, либо сразу закладывать огромный бюджет на билы и футеровки. Один из проектов под Казанью как раз споткнулся об это — изначальная экономия на стадии проектирования привела к тому, что стоимость расходников в первый же год съела всю предполагаемую прибыль.
Здесь же стоит упомянуть про влажность. Если сырьё подаётся с карьера после дождя или содержит глинистые включения, это убивает производительность на грохочении. Вибрационные грохоты банально слепляются, мелкие классы не отсеиваются, идёт перегрузка дробилок последующих стадий. Приходится ставить предварительный колосниковый грохот с подогревом или системой продувки — элемент, который в базовых схемах часто отсутствует, но без которого в нашем климате работать сезонно.
Именно на этапе анализа сырья имеет смысл обратиться к компаниям с полным циклом проектирования и производства оборудования. Знаю, что ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (сайт — https://www.zydlcrusher.ru) практикует комплексный подход. Они не просто продают дробилку, а имеют собственную производственную базу, где отрабатывают узлы. Их производственная зона, судя по описанию, включает и участок термической обработки, и испытательную зону — это критически важно для подбора марки стали для рабочих органов под конкретную породу. Без таких испытаний всё держится на удаче.
Сердце линии: узел дробления и формования зерна
После первичного дробления идёт самое важное — получение кубовидного зерна. Тут дилемма: ударное дробление (роторные центробежные дробилки) или сжатие (конусные). Первое даёт лучшую лещадность, но больший износ при абразиве. Второе — стабильнее, но может давать больше игловатых зёрен, если не настроено идеально. Наш опыт показал, что для высокомарочного бетона часто идёт комбинация: конусная дробилка для получения щебня 20-40 мм, а затем — ударно-центробежная дробилка (типа VSI) для додрабливания и формования именно фракции 5-20 мм, которая идёт в песок.
Ключевая тонкость работы с дробилкой VSI — это контроль скорости ротора и подачи. Слишком высокая скорость — переизмельчение, рост пылевидной фракции, которую потом всё равно надо улавливать. Слишком низкая — недостаточное дробление, на выходе остаются зёрна исходной формы. Приходится постоянно балансировать, особенно когда меняется плотность подаваемого материала. Автоматика, которая отслеживает нагрузку на привод и регулирует питание, здесь не роскошь, а необходимость. Но и её настройка — это искусство.
Интересно, что некоторые производители, вроде упомянутой ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, предлагают для своих линий по производству искусственного песка программно-технологическое обеспечение. То есть, алгоритмы, которые на основе данных с датчиков могут подсказывать оператору корректировки. На практике это часто выглядит как рекомендательная система, которая учится на конкретном материале. Без такого софта оператору требуется месяцы, чтобы ?прочувствовать? линию.
Невидимый враг: система очистки и обезвоживания песка
Это, пожалуй, самый недооценённый блок. После дробилки VSI продукт — это смесь песка нужных фракций, избыточной пыли (менее 0.16 мм) и воды, если используется мокрое дробление для подавления пыли. Если эту пыль не удалить, модуль крупности песка не будет соответствовать ГОСТ, а его использование в бетоне ухудшит водоцементное отношение и прочность. Ставят промывочные спиральные классификаторы или гидроциклоны.
Но тут своя головная боль — вода. Её нужно где-то брать, а потом очищать. Система замкнутого водоснабжения с отстойниками и фильтр-прессами — это отдельный мини-завод, который занимает площадь и требует энергии. На одном из объектов в Ленобласти из-за неверного расчёта объёма отстойников вода не успевала отстаиваться, и песок на выходе имел повышенную влажность, что создавало проблемы при зимнем хранении — смерзался в бункерах.
Сейчас всё чаще смотрят в сторону сухого способа — с использованием воздушных классификаторов. Технология сложнее в наладке, зато нет проблем с водой и зимней эксплуатацией. Но она капризна к единообразию подаваемого материала. Если в потоке попадаются комки глины, они забивают сопла. Поэтому нужен очень надёжный предварительный контроль на грохоте.
Логистика внутри линии: конвейеры и перегрузочные узлы
Казалось бы, что сложного в ленточных конвейерах? Но именно они — источник постоянных проблем с пылью и износом. Каждый перегрузочный узел с высоты — это точка пылеобразования. Укрытия и аспирационные отсосы должны быть спроектированы так, чтобы внутри создавалось разрежение, но не засасывался сам материал. Часто видишь, как на готовых линиях эти укрытия сняты — потому что они мешают обслуживанию или забиваются. Значит, проектировщик не подумал о ремонтопригодности.
Износ лент и роликов — ещё один момент. Песок, особенно сухой и острый, действует как абразив. Ролики с лабиринтными уплотнениями служат в разы дольше обычных, но и стоят дороже. На долгосрочной эксплуатации их установка окупается, но в смете на оборудование заказчик часто ищет, где сократить, и попадает именно на такие ?мелочи?. Потом постоянная замена роликов, простои.
Приятно видеть, когда производитель оборудования думает об этом на этапе сборки. На том же сайте zydlcrusher.ru в описании функциональных участков видно, что есть отдельный участок покраски и пескоструйной обработки. Это говорит о внимании к защите металлоконструкций от коррозии, что для оборудования, работающего в условиях постоянной влажности и абразивной пыли, критически важно для ресурса. Мелочь, которая отличает качественный продукт.
Сборка, наладка и ?детские болезни? линии
Монтаж — это отдельная история. Даже идеально спроектированная линия по производству искусственного песка может быть загублена плохим монтажом. Не выверенные по уровню фундаменты под дробилки ведут к вибрациям и преждевременному выходу из строя подшипников. Неправильная центровка электродвигателей и редукторов — к обрывам ремней. Часто подрядчики экономят на этом этапе, не привлекая геодезистов и специалистов по точной установке.
Пуско-наладка — это период, когда все теоретические расчёты проверяются практикой. Первые недели работы уходят на регулировку зазоров, настройку амплитуд и частот грохотов, подбор оптимальной скорости питателей. Здесь важно иметь не просто шеф-монтажников, а именно технологических инженеров, которые понимают, как изменение одного параметра влияет на всю цепочку. Иногда приходится на ходу вносить изменения — например, добавлять дефлекторные плиты в перегрузочных узлах, чтобы перераспределить поток материала и снизить точечный износ.
Именно комплексность подхода, когда одна компания отвечает и за изготовление ключевого оборудования (как на той производственной зоне в 32 000 кв. м., что описана у ООО Хэнань Чжунюй Динли), и за технологическую схему, и за шеф-монтаж, даёт наилучший результат. Потому что ответственность не размыта. Если дробилка не выдает нужный продукт, они не смогут свалить вину на некачественный грохот другого производителя.
Вместо заключения: о роли опыта и гибкости
Так что, возвращаясь к началу. Линия по производству искусственного песка — это не каталог оборудования, который можно просто заказать. Это живой организм, который нужно спроектировать под конкретные условия, собрать с пониманием механики процессов, а затем — научиться им управлять. Самые дорогие ошибки происходят из-за попыток универсализировать решение или сэкономить на ?второстепенных? системах, вроде аспирации или классификации.
Сейчас рынок предлагает много готовых решений, но их нужно очень критически оценивать. Смотреть не на красивые 3D-модели, а на реальные объекты, поговорить с эксплуатационщиками. Спрашивать не только про производительность, но и про удельный расход электроэнергии на тонну, про ресурс бил до замены, про то, как линия ведёт себя при изменении характеристик сырья.
И главное — помнить, что даже самая совершенная линия требует грамотной команды для её обслуживания. Инвестиции в обучение персонала, который будет понимать, не просто как нажать кнопку, а почему нужно изменить тот или иной параметр, окупаются сторицей. В конечном счёте, качественный искусственный песок — это продукт не только железа, но и инженерной мысли, и внимания к деталям на каждом этапе.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Гирационная дробилка горизонтального типа
Гирационная дробилка горизонтального типа -
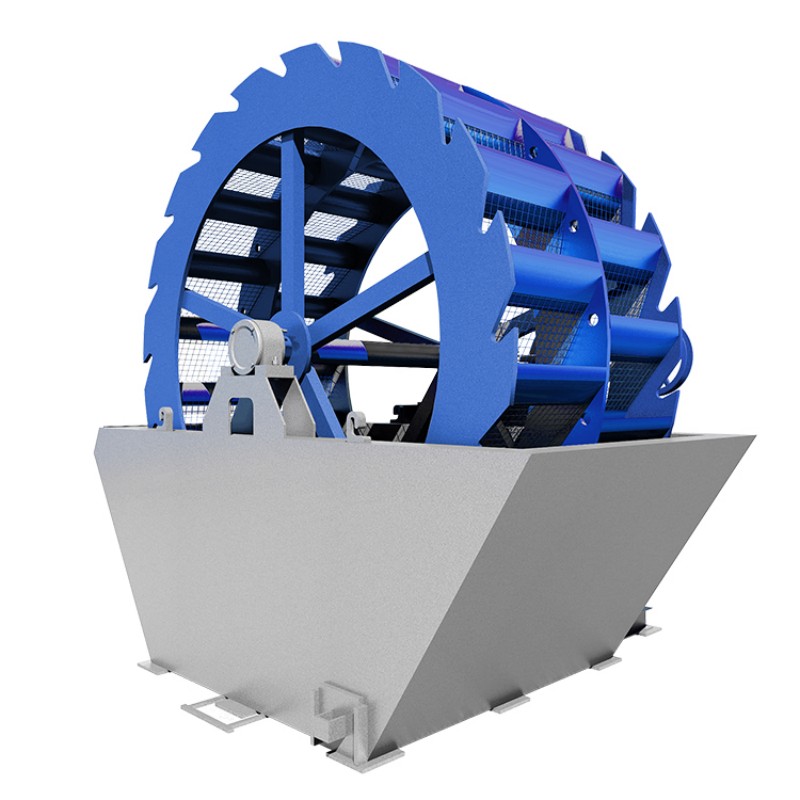 Колёсно-ковшовая пескомойка
Колёсно-ковшовая пескомойка -
 Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час -
 Линия по производству песчано-гравийных заполнителей производительностью 4 млн тонн в год
Линия по производству песчано-гравийных заполнителей производительностью 4 млн тонн в год -
 Пластинчатый питатель
Пластинчатый питатель -
 Линия по производству строительного каменного материала из известняка производительностью 2 млн тонн в год (300)
Линия по производству строительного каменного материала из известняка производительностью 2 млн тонн в год (300) -
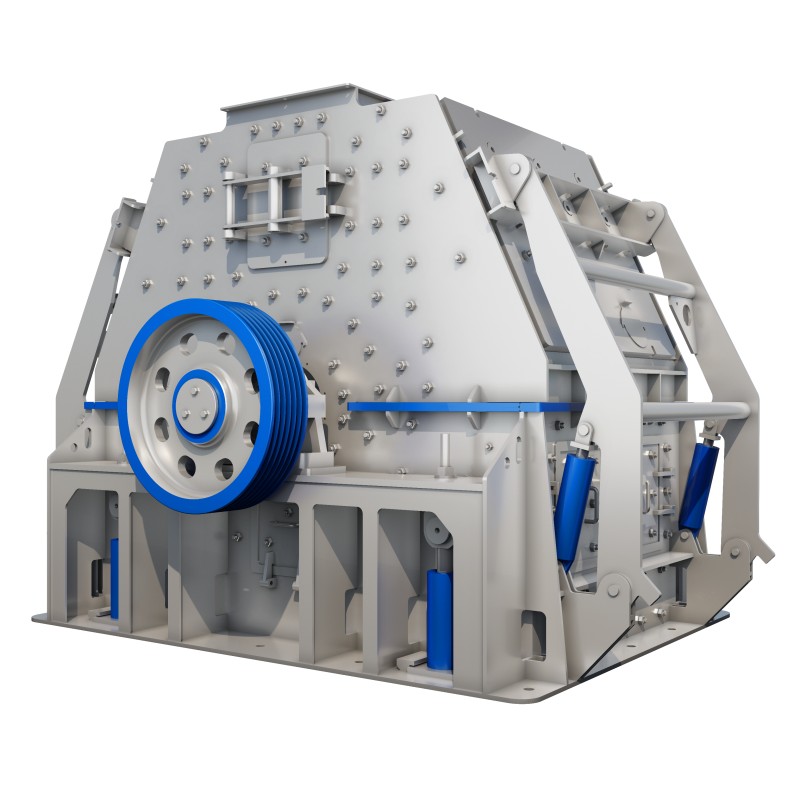 Двухкамерная дробилка для твёрдых пород
Двухкамерная дробилка для твёрдых пород -
 Интегрированная башенная установка для сухого производства песка
Интегрированная башенная установка для сухого производства песка -
 Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час
Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час -
 Проект «Шесть в одном» по производству экологичных строительных материалов
Проект «Шесть в одном» по производству экологичных строительных материалов -
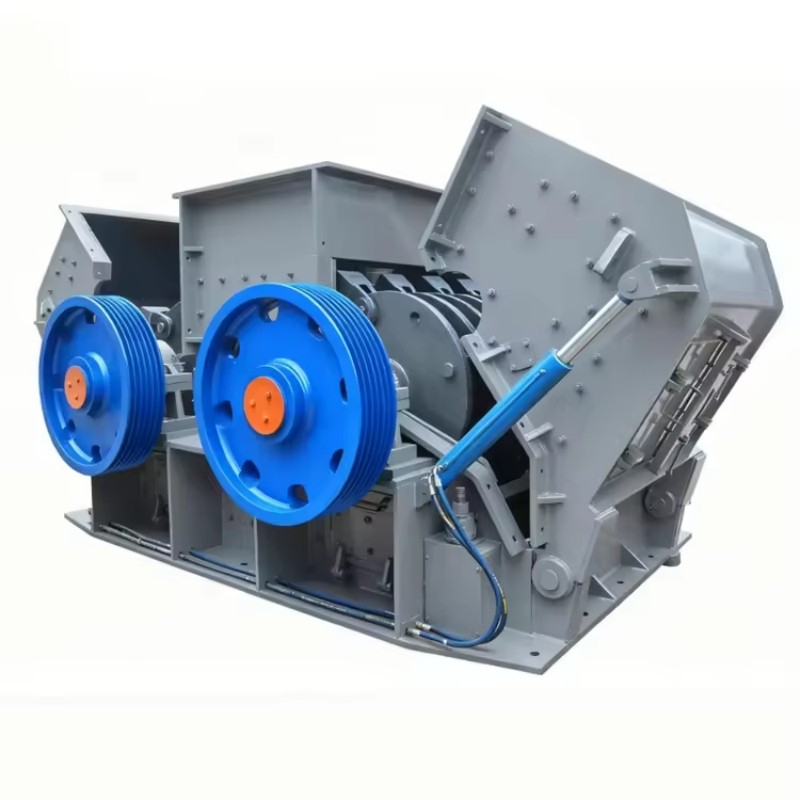 Двухроторная дробилка для производства песка
Двухроторная дробилка для производства песка -
 Линия по производству песчано-гравийного материала из известняка производительностью 1000 т/ч (300)
Линия по производству песчано-гравийного материала из известняка производительностью 1000 т/ч (300)
Связанный поиск
Связанный поиск- Горнодобывающая линия по производству заполнителей
- щековая дробилка pe600x900
- роторная дробилка с вертикальным валом
- дробильно сортировочное оборудование купить
- Верхнеприводный виброгрохот
- щековая дробилка смд 110а
- щековая дробилка на гусеничном ходу
- роторные дробилки с горизонтальным валом
- ударная вертикальная вертикальная дробилка
- Компактный гусеничный мобильный дробильно-сортировочный комплекс