







оборудования для производства песка
Когда говорят про оборудование для производства песка, многие сразу представляют себе просто дробилку — мол, бросил камень, получил песок. На деле это одна из самых частых и дорогостоящих ошибок при планировании линии. Сам по себе дробильный узел, будь то щековая или конусная дробилка, — это лишь часть системы, причём часто не самая капризная. Гораздо больше головной боли обычно приносят подготовка сырья, классификация готового продукта и, что критично, система аспирации и пылеулавливания. Если этим пренебречь, через полгода участок будет похож на марсианскую пустыню, а качество песка будет ?прыгать? от партии к партии. Вот об этих нюансах, которые редко пишут в брошюрах, и хочется порассуждать.
Не дробилкой единой: из чего на самом деле состоит линия
Итак, классическая схема. Сырьё (чаще всего гранит, известняк, реже гравий) поступает на первичное дробление. Тут многие останавливаются на выборе между щековой и роторной дробилкой. Моё мнение: для твёрдых пород типа гранита щековая — более надёжный, хоть и менее производительный на старте вариант. Роторная даст больший выход на первых порах, но билы на абразивном материале придётся менять так часто, что вся экономия сойдёт на нет. Ключевой момент, который часто упускают, — фракция после первички. Если получить слишком крупный щебень, вторичная дробилка (обычно конусная или опять роторная, но уже другого типа) будет работать на износ, а если слишком мелкий — могут быть проблемы с переизмельчением и перерасходом энергии.
Дальше идёт самое интересное — собственно, производство песка, то есть получение фракций 0-5 мм. Тут сердце линии — оборудования для производства песка, а именно вертикально-ударная дробилка (VSI) или дешёвая альтернатива — роторная с вертикальным валом. Разница колоссальная. VSI даёт более кубовидное зерно, что критично для высококачественного бетона, но требует тонкой настройки и качественных износостойких элементов. Дешёвый ротор часто производит лещадные, игловатые зёрна, которые потом приходится ?дорабатывать? грохочением, что ведёт к потере до 30% материала в отсев. Видел не одну линию, где сэкономили на этом узле, а потом годами не могли выйти на стабильные показатели по модулю крупности.
И вот тут плавно переходим к грохотам. Без правильно подобранного грохота — многоситового, с правильными углами наклона и амплитудой — всё предыдущее оборудования для производства песка теряет смысл. Материал будет либо недодрабливаться, либо, что чаще, переизмельчаться, давая избыток пылевидной фракции. А пыль в песке — это отдельная боль. Её содержание строго нормируется, и если его превысить, песок либо отправят на доработку (дополнительные затраты), либо вовсе забракуют. Поэтому современные линии почти всегда включают промывочный модуль или воздушный классификатор. Промывка — это ещё и вода, отстойники, рециклинг. Классификатор — дорогое, но очень точное решение для сухого способа. Выбор зависит от ресурса воды и требований к конечному продукту.
Пыль, шум и другие ?мелочи?, которые съедают бюджет
Теперь о том, о чём молчат продавцы, пока не подпишешь контракт. Любое оборудования для производства песка — это источник колоссального количества пыли. Особенно на этапах перегрузки, грохочения и транспортировки ленточными конвейерами. Проектировщики из кабинетов часто ставят стандартные циклоны, которые в реальных условиях, при влажности сырья 3-5%, просто не справляются. Приходится докупать рукавные фильтры или мокрые скрубберы, а это — отдельный фундамент, энергопотребление и сервис. На одном из наших старых объектов пришлось полностью переделывать систему аспирации через год после запуска, потому что соседний посёлок начал жаловаться, а контролирующие органы — штрафовать. Урок: закладывай на систему пылеулавливания минимум 15-20% от бюджета всей линии, и не экономь.
Шум — вторая проблема. Вибрационные грохоты и дробилки работают на уровне 100-110 дБ. Это не просто ?громко?, это требует специальных звукоизолирующих кожухов, которые, опять же, редко идут в базовой комплектации. А без них не получить разрешение СЭС на эксплуатацию вблизи населённых пунктов. Причём кожухи должны быть съёмными или откидными для обслуживания, иначе каждый ремонт превратится в мучение.
И третий, самый коварный момент — износ. Не просто замена бил или броней, а износ ленточных конвейеров в местах перегрузки, вибраторов на грохотах, подшипниковых узлов. На абразивном материале резинотканевая лента живёт в разы меньше, чем обещает каталог. Пришлось переходить на более дорогие варианты с усиленными бортами и специальной прослойкой. Это та статья расходов, которую невозможно точно просчитать на бумаге, только опытным путём, и она постоянно корректирует себестоимость тонны песка.
Кейс: когда автоматизация не спасла от человеческого фактора
Расскажу про один проект, который мы вели несколько лет назад. Заказчик хотел максимально автоматизированную линию с дистанционным управлением и контролем качества онлайн. Всё смонтировали, поставили немецкие датчики на конвейерах, систему видеонаблюдения за узлами. Казалось бы, идеально. Но на этапе пусконаладки выяснилось, что оператор, который десятилетиями работал на старой механической линии, просто не доверяет показаниям с экрана. Он по привычке выходил, смотрел на поток материала, стучал по кожухам, и в итоге вносил коррективы, которые конфликтовали с алгоритмами автоматики. Линия работала рывками, то останавливалась, то перегружалась.
Пришлось полностью переделывать не оборудование, а подход к обучению персонала. Внедрили двухнедельный курс, где инженеры вместе с операторами ?проигрывали? различные сценарии на симуляторе, а потом на реальной линии. Только после этого система вышла на плановые показатели. Вывод: самое совершенное оборудования для производства песка бесполезно без людей, которые понимают, как оно работает, и доверяют ему. Автоматизация должна не заменять человека, а помогать ему принимать решения.
Ещё один момент с того же объекта — логистика готового продукта. Мы сделали всё идеально с производственной частью, но не учли, что погрузка в самосвалы будет идти медленнее, чем работает линия. В итоге силосы-накопители переполнялись, и линию приходилось останавливать. Пришлось на ходу расширять парк погрузчиков и перестраивать график отгрузки. Мелочь? Нет, это простое упущение на этапе проектирования стоило недель простоя и срыва контрактов на поставку.
О выборе поставщика: не только цена, но и ?после?
Сейчас на рынке много игроков, от европейских гигантов до азиатских производителей. Европейское оборудование — это, как правило, высокая надёжность, точная инженерия, но и цена, и сроки поставки запчастей могут быть неподъёмными для среднего проекта. Китайские аналоги в разы дешевле, но тут лотерея: можно нарваться как на очень достойный агрегат, так и на конструкцию, которая развалится через полгода. Ключевое — наличие сервисной поддержки в регионе и склада расходников.
В последнее время обратил внимание на компании, которые локализуют производство или имеют полный цикл. Например, ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (сайт https://www.zydlcrusher.ru). Судя по описанию их производственной зоны — а это 32 000 кв. метров с участками покраски, резки, сборки, сварки, механической обработки и, что важно, испытательной зоной — они стремятся контролировать весь процесс. Для заказчика это плюс: меньше зависимость от сторонних поставщиков комплектующих, потенциально быстрее реакция на рекламации. Их зона программно-технологического обеспечения тоже намекает на попытки внедрять элементы Industry 4.0, что для производства песка пока ещё редкость. Не знаком с их техникой лично в работе, но такой подход вызывает уважение. Когда производитель имеет собственный участок термической обработки и пескоструйной обработки, это говорит о внимании к качеству металла и покрытий, а это как раз то, что напрямую влияет на ресурс оборудования для производства песка в условиях абразивного износа.
Выбирая поставщика, я всегда прошу не только коммерческое предложение, но и съездить на действующий объект, где их линия работает хотя бы год-два. Нужно поговорить с местными механиками, посмотреть на состояние узлов, узнать реальные цифры по расходу запчастей. Часто бывает, что красивые цифры в ТТХ не совпадают с реальной производительностью из-за особенностей местного сырья. Идеального поставщика нет, но есть адекватные, которые не исчезают после подписания акта приёмки.
Взгляд в будущее: что будет меняться
Тренд, который уже очевиден, — это запрос на экологичность и энергоэффективность. Простые линии с гигантским энергопотреблением уходят в прошлое. Будущее — за модульными, компактными установками с рекуперацией энергии (например, использование тепла от двигателей для подогрева в зимний период), с замкнутым циклом воды, с системами предиктивной аналитики, которые по вибрации и температуре предсказывают поломку узла до её возникновения. Это уже не фантастика, такие решения понемногу появляются.
Второе — гибкость. Рынок требует не просто песок, а песок с определёнными, подчас уникальными характеристиками под конкретный проект (дорожное строительство, высокопрочный бетон, сухие смеси). Поэтому оборудование должно позволять быстро перенастраиваться, менять сита, регулировать скорость ротора, угол атаки бил. Универсальные ?пескоделалки? будут терять позиции в пользу специализированных, но гибких линий.
И последнее. Сырьё. Месторождения качественного гранита истощаются, растёт интерес к переработке отходов — того же строительного мусора, некондиционного щебня. Это потребует другого подхода к первичному дроблению и очистке. Возможно, через пять-десять лет мы будем говорить не столько об оборудовании для производства песка из горной породы, сколько о комплексах глубокой переработки неоднородного вторичного сырья. И к этому тоже стоит готовиться, закладывая в новые проекты определённый запас прочности и адаптивности.
Соответствующая продукция
Соответствующая продукция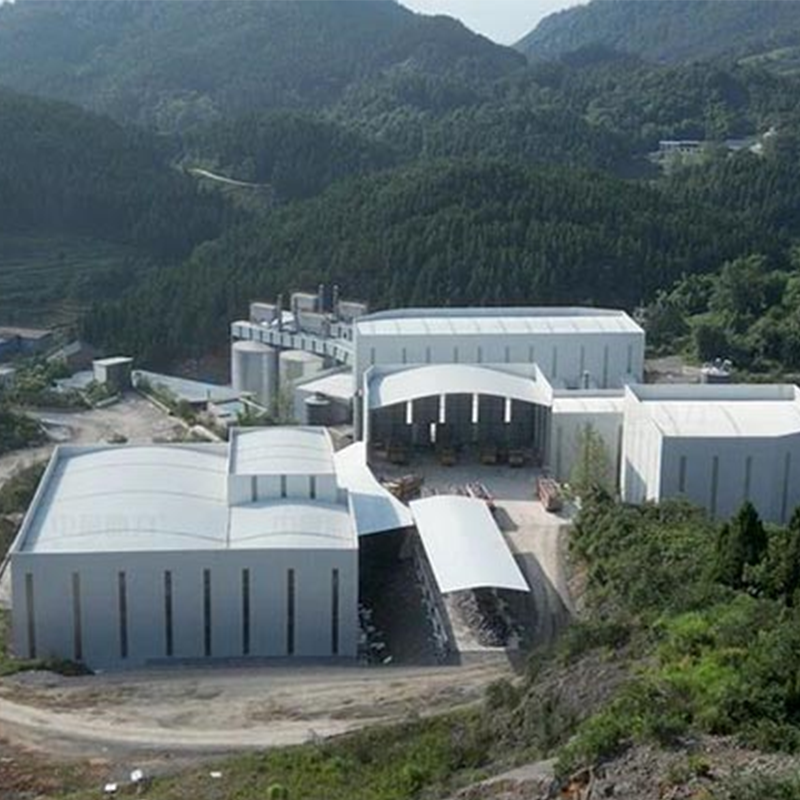






Самые продаваемые продукты
Самые продаваемые продукты-
 Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300)
Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300) -
 Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263
Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263 -
 Линия по производству известняка производительностью 1,8 млн тонн в год (500)
Линия по производству известняка производительностью 1,8 млн тонн в год (500) -
 Тяжёлая молотковая роторная дробилка
Тяжёлая молотковая роторная дробилка -
 Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час
Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час -
 Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час -
 Линия по переработке известняка производительностью 800–900 тонн в час
Линия по переработке известняка производительностью 800–900 тонн в час -
 Интегрированная башенная установка для сухого производства песка
Интегрированная башенная установка для сухого производства песка -
 Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300)
Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300) -
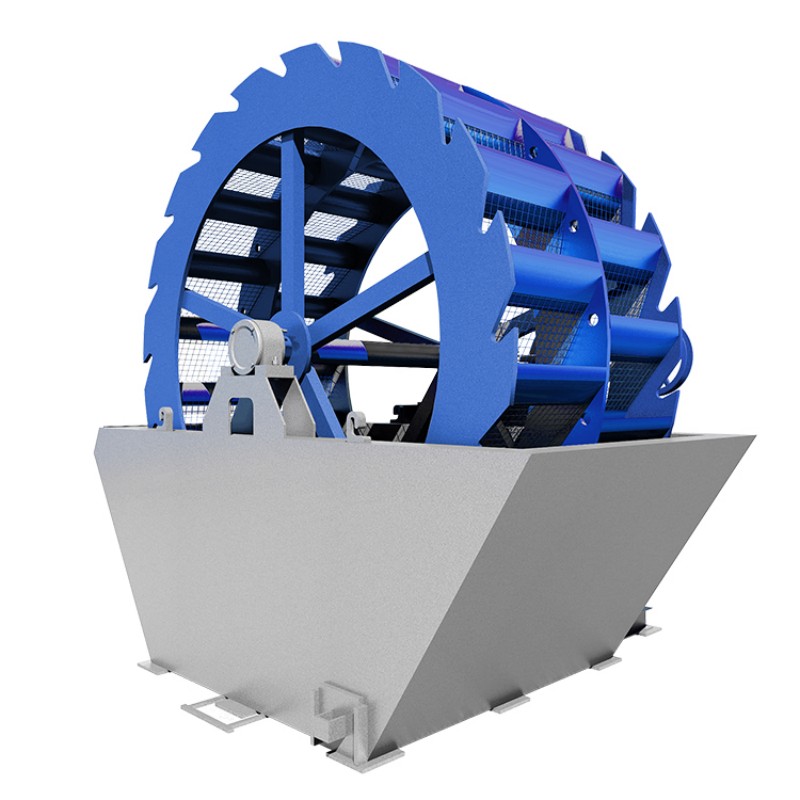 Колёсно-ковшовая пескомойка
Колёсно-ковшовая пескомойка -
 Линия по производству известнякового заполнителя производительностью 3 млн тонн в год
Линия по производству известнякового заполнителя производительностью 3 млн тонн в год -
 Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180)
Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180)
Связанный поиск
Связанный поиск- щековая дробилка мелкого дробления
- роторные дробилки торнадо
- Стержневый (колосниковый) питатель
- Роликовый ленточный конвейер
- роторная дробилка принцип действия
- дробилки метсо щековые
- Комбинированная гибкая мобильная дробильно-сортировочная станция
- Рудничный вибрационный грохот
- питатель пластинчатый тк
- Линия по производству песка из кварцита