







Производственная линия известнякового заполнителя
Когда говорят о производственной линии известнякового заполнителя, многие сразу представляют себе просто дробилку и грохот. На деле же — это целый технологический организм, где мелочи вроде влажности сырья или формы зерна могут перечеркнуть все расчеты. Самый частый промах — недооценка подготовительного этапа. Карьерный известняк ведь неоднороден, пласты бывают рыхлые, а бывают с прослойками кремния. Если не предусмотреть первичное усреднение и предварительное грохочение, потом вся линия будет работать вразнобой, а щековая дробилка может просто встать от перегрузки.
Не просто дробить, а готовить сырье
Вот смотрите, на одном из старых объектов в Липецкой области изначально поставили мощную роторную дробилку прямо после экскаватора. Казалось бы, логично — большая производительность. Но сырье-то было с высоким содержанием глинистых частиц, особенно после дождя. В итоге, ротор моментально забивался, навал на ленте превращался в липкую массу, а виброгрохот ниже по потоку просто слеплял ячейки. Пришлось срочно вклинивать колосниковый питатель-грохот для отсева мелочи и глины еще до первой стадии дробления. Это добавило этап, но спасло всю схему. Теперь это для нас аксиома: анализ сырья в карьере — это не формальность, а основа для выбора типа первичного дробления.
Кстати, о выборе дробилок. Для известняка средней твердости часто идут по пути ?щековая + конусная? или ?роторная + конусная?. Но тут есть нюанс. Если нужен кубовидный заполнитель для высоких марок бетона, то ударное дробление (ротор) на второй стадии может дать лучшую форму, но при этом дает больше отсева, лещадных зерен. Конусная дробилка, особенно с гидравлической регулировкой разгрузочной щели, как у некоторых линий от ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, дает более стабильный гранулометрический состав, но требует более тщательной настройки. Выбор — это всегда компромисс между формой зерна, выходом товарной фракции и стоимостью эксплуатации.
Еще один момент, о котором часто забывают на этапе проектирования — пылеобразование. Известняк — материал пылящий, особенно на стадии сухого грохочения. Простой водяной полив на ленте — это полумера, он создает пасту. Нужна система аспирации с циклонными уловителями, интегрированная в узлы перегрузки. Мы на одном из подмосковных заводов ставили эксперимент с системой туманообразования — снизило видимую пыль, но добавило проблем с налипанием на ситах грохота в осенний период. Пришлось комбинировать: аспирация в зоне загрузки + локальные укрытия в местах падения материала.
Сердце линии: сортировка и классификация
Грохочение — это, пожалуй, самый капризный процесс. Казалось бы, поставил сита с нужными ячейками и работай. Но вибрация, угол наклона, влажность материала — все влияет на эффективность разделения. Помню, как мы долго не могли добиться четкого отделения фракции 5-10 мм от 10-20 мм. Материал ?забивал? сито, мелкие зерна проскакивали вместе с более крупными. Оказалось, дело в амплитуде и частоте колебаний. Стандартный инерционный грохот не подошел. Перешли на грохот с линейной вибрацией и системой самоочистки сит (типа тех, что применяются в комплексах для переработки ПГС). Решение не из дешевых, но оно окупилось за счет повышения выхода товарной фракции и снижения переизмельчения.
Часто возникает вопрос: сколько стадий грохочения нужно? Минимум — две: предварительное после первичного дробления (для отсева готовой мелкой фракции и направления негабарита на додрабливание) и товарное — после вторичного. Но если стоит задача получить 4-5 четких фракций, включая отсев 0-5 мм, то может потребоваться и три стадии, с установкой просеивающих машин для тонкой классификации. Это усложняет компоновку и требует больше места. В условиях ограниченной площадки, как на многих карьерах, иногда выгоднее использовать многосекционные грохоты с каскадным расположением сит.
Здесь стоит отметить подход, который видишь у производителей, которые сами являются машиностроителями. Например, изучая опыт ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, обратил внимание, что в их описании производственной зоны выделен отдельный испытательный участок. Это ключевая деталь. Значит, они могут тестировать узлы, в том числе и грохоты, в условиях, приближенных к реальным, на разном материале. Для заказчика это снижает риски — оборудование уже обкатано на известняке с определенными свойствами, а не просто собрано по чертежам.
Логистика внутри линии: конвейеры и бункера
Казалось бы, ленточный конвейер — самая простая часть. Однако неправильный выбор угла подъема, ширины ленты или типа роликоопор может парализовать все. Известняковый щебень, особенно острый, сильно абразивен. Резинотросовая лента с хорошим защитным слоем — must have. На поворотных станциях часто ставят центральные плужковые сбрасыватели, но они могут повреждать ленту. Альтернатива — поворотные конвейеры, но они дороже и требуют точного монтажа.
Бункера-накопители — это узкие места. Главная проблема — зависание материала. Коническая часть с углом, недостаточным для свободного истечения известняка, приводит к образованию ?сводов?. Приходится ставить вибраторы или аэрационные pads. Но и тут есть тонкость: постоянная вибрация может ослабить сварные швы. Мы на одном объекте перешли на бункера с внутренним полиуретановым покрытием и самоочищающейся конструкцией ?нос лодки? — проблема сошла на нет, но стоимость узла выросла. Опять тот самый компромисс.
Особенно критична логистика для отсева (0-5 мм). Этот материал склонен к слёживанию и пылению. Его накопление, транспортировка и отгрузка требуют закрытых ленточных конвейеров (желательно с гофробортами) и специальных силосов с мощными разрыхлителями. Часто этот отсев рассматривают как отход, но при правильной сушке и классификации его можно использовать как минеральный порошок или наполнитель — это уже вопрос расширения номенклатуры и повышения рентабельности всей производственной линии известнякового заполнителя.
Автоматизация: не для галочки, а для стабильности
Современная линия немыслима без системы управления. Но автоматизация ради автоматизации — это пустая трата денег. Ее задача — стабилизировать ключевые параметры. Самый простой и действенный элемент — это частотные преобразователи на питателях. Они позволяют гибко регулировать подачу сырья в дробилку в зависимости от нагрузки на двигатель, предотвращая переполнение или работу ?вхолостую?. Это напрямую экономит электроэнергию и снижает износ броней.
Более сложный уровень — система взвешивания на конвейерах и датчики уровня в бункерах, связанные в единую SCADA. Она позволяет видеть материальный баланс линии в реальном времени. Например, если растет уровень в бункере после конусной дробилки, а грохот работает нормально, значит, проблема в конвейере на отсев — возможно, заклинило сбрасыватель. Раньше оператор бы заметил это, когда бункер уже переполнился. Теперь же есть запас времени на реакцию.
Интересно, что некоторые производители, как упомянутое ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, имеют в своей структуре зону программно-технологического обеспечения. Это наводит на мысль, что они могут предлагать не просто панель управления, а уже настроенное ПО с алгоритмами, адаптированными именно для переработки нерудных материалов. Например, с режимом плавного пуска линии или с библиотекой нештатных ситуаций. Для эксплуатационщика это ценнее, чем просто набор датчиков.
Сборка, монтаж и ?детские болезни?
Качество линии закладывается не только в проекте, но и в цеху. Когда видишь, что у производителя есть выделенные участки — покраски и пескоструйки, сборки, сварки, — это внушает больше доверия, чем сборочный цех ?все в куче?. Контроль на каждом этапе, особенно сварки несущих конструкций и обработки стальных листов для бункеров, критически важен. Плохой шов на раме грохота, работающего в режиме вибрации, даст трещину через полгода.
Монтаж на месте — это отдельная история. Даже идеально изготовленные модули могут быть испорчены неточной установкой фундаментных болтов или перекосом рамы. Обязательна шеф-монтаж силами или под контролем поставщика. Помню случай, когда местные монтажники ?сэкономили? время на выверке оси роторной дробилки относительно привода. В результате через 100 моточасов вышли из строя подшипники, а биение ротора привело к разрушению молотков. Убытки превысили стоимость профессионального монтажа в разы.
Период обкатки — время выявления ?детских болезней?. Здесь важно вести подробный журнал: температура подшипников, ток двигателей, характер вибрации. Часто проблемы носят системный характер. Например, повышенная пыльность может указывать на недостаточную производительность аспирации или на ошибку в выборе точек отсоса. Постпродажная поддержка, наличие склада ЗИП в регионе — вот что отличает поставщика-партнера от разовой сделки. Способность быстро проанализировать проблему и прислать не просто деталь, а инженера с решением — бесценна.
Итог: линия как живой процесс
В конечном счете, производственная линия известнякового заполнителя — это не набор каталогных позиций, а технологическая цепочка, которую нужно ?приручить? под конкретный карьер, под конкретные требования к продукту. Универсальных решений нет. Успех определяется вниманием к сотне мелких деталей: от твердости известняка по Протодьяконову до климата в регионе и требований местного рынка к лещадности щебня.
Опыт, в том числе и негативный, — главный учитель. Каждая неудача с забиванием дробилки или низким выходом целевой фракции заставляет глубже смотреть на процесс, пересматривать режимы, а иногда и менять оборудование. Именно поэтому так важен диалог с производителем, который сам обладает глубокой производственной и испытательной базой, как в случае с компаниями, имеющими полный цикл от стального листа до пусконаладки.
Говоря о будущем, тренд — это гибкость и ресурсоэффективность. Спрос на фракции меняется, требования к форме зерна ужесточаются. Линия должна допускать относительно безболезненную модернизацию: замену дробильной камеры, добавление нового грохота для выделения еще одной фракции, интеграцию систем очистки воды в замкнутый цикл. Исходная компоновка и заложенный в проект запас по мощности и площадям — это инвестиция в завтрашний день предприятия. Производство заполнителя — это не про ?построил и забыл?, это про постоянную тонкую настройку и адаптацию.
Соответствующая продукция
Соответствующая продукция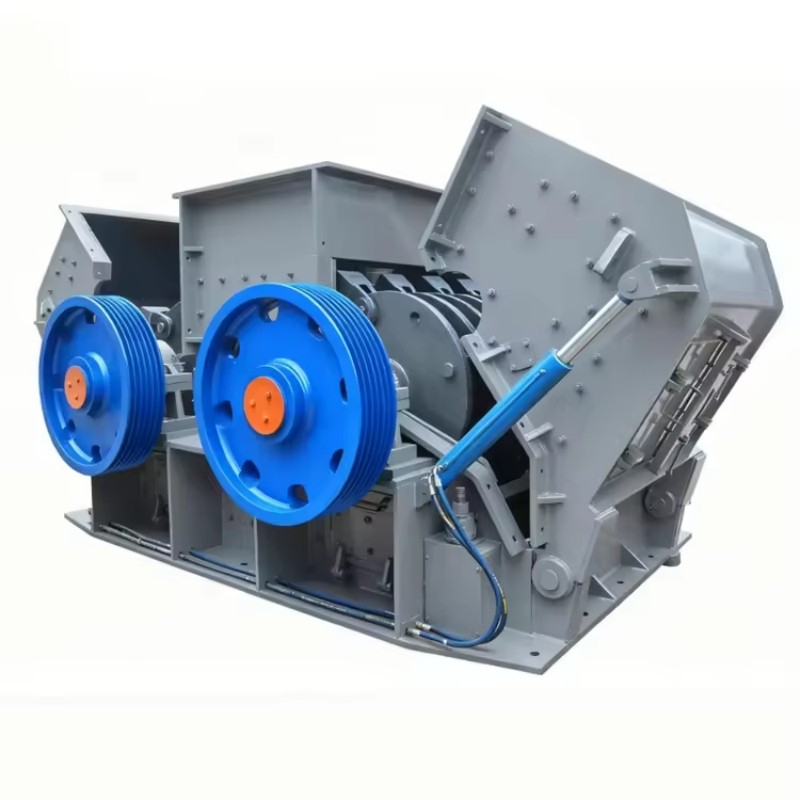





Самые продаваемые продукты
Самые продаваемые продукты-
 Интегрированная башенная установка для сухого производства песка
Интегрированная башенная установка для сухого производства песка -
 Линия по производству строительного каменного материала производительностью 2 млн тонн в год
Линия по производству строительного каменного материала производительностью 2 млн тонн в год -
 Линия по производству строительного каменного материала из известняка производительностью 2 млн тонн в год (300)
Линия по производству строительного каменного материала из известняка производительностью 2 млн тонн в год (300) -
 Верхнеприводный виброгрохот
Верхнеприводный виброгрохот -
 Стержневый (колосниковый) питатель
Стержневый (колосниковый) питатель -
 Вибрационный питатель
Вибрационный питатель -
 Линия по производству искусственного песка из гранита производительностью 2 млн тонн в год
Линия по производству искусственного песка из гранита производительностью 2 млн тонн в год -
 Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час -
 Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год)
Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год) -
 Роторная дробилка
Роторная дробилка -
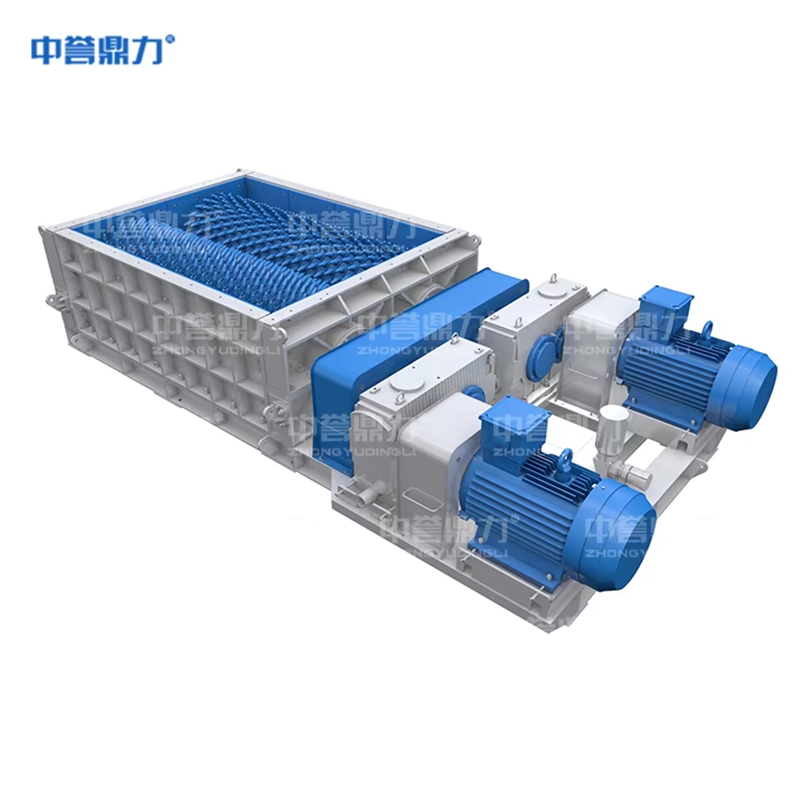
 Реверсивная молотковая дробилка для производства песка
Реверсивная молотковая дробилка для производства песка -
 Карьерная линия по переработке синего камня производительностью 1500 т/ч (300)
Карьерная линия по переработке синего камня производительностью 1500 т/ч (300)