







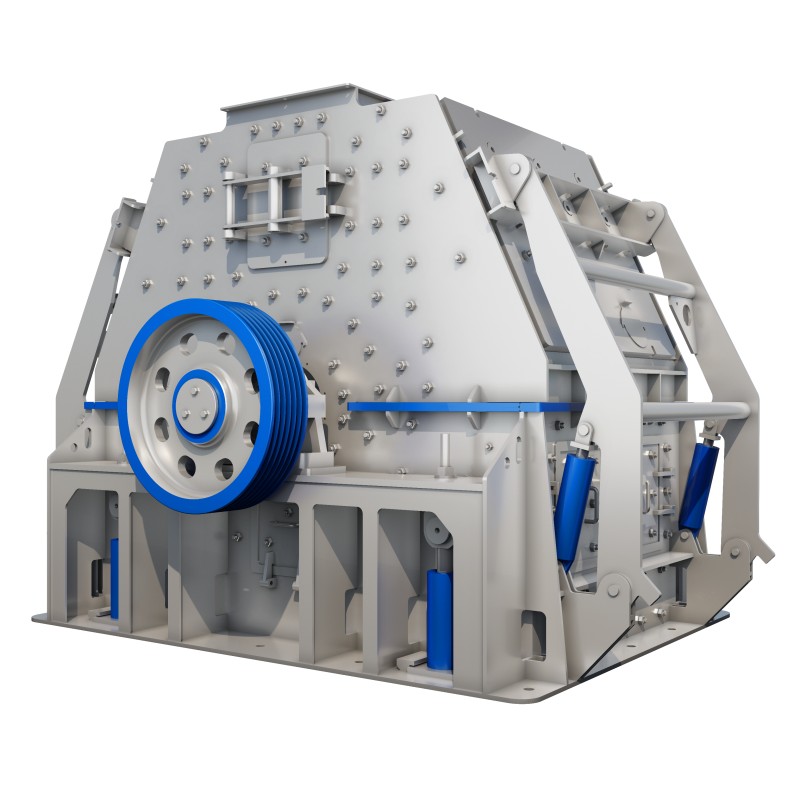
роторная дробилка pf
Когда слышишь ?роторная дробилка PF?, многие сразу думают о каких-то стандартных китайских агрегатах, мол, всё одно и то же. Вот это и есть первый промах. За этими буквами и цифрами скрывается целая история развития конструкции, и не каждая PF на деле оказывается тем, что от неё ждут. Сам через это проходил, когда лет семь назад закупал партию для переработки строительных отходов. Тогда казалось — главное, чтобы била держали удар. Оказалось, всё куда тоньше.
Конструкция, которую не видно на картинке
Если брать именно серию PF, то её фишка — ударное дробление с помощью ротора с билами. Но дьявол, как всегда, в деталях. Например, зазор между отбойной плитой и билами. В спецификациях пишут одно, а на деле после пары месяцев работы из-за вибрации и износа он может уйти на сантиметры, и эффективность падает катастрофически. Приходится постоянно мониторить, подтягивать. У некоторых производителей система регулировки этого зазора сделана так, что к ней не подступиться без полной разборки кожуха — теряешь день работы. Это показатель того, насколько продумана машина в целом, а не только её паспортная мощность.
Вот, к примеру, смотрю на сайт ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (https://www.zydlcrusher.ru). У них в описании производственной зоны аж 13 функциональных участков, включая участок термической обработки и испытательную зону. Это важный момент. Если била или ротор проходят правильную термообработку, то их стойкость — совсем другая история. У нас был опыт с машиной, где била ?сырые? были, после 300 тонн гранита их просто разворачивало. А когда взяли агрегат, где на этом акцентировали внимание (не буду утверждать, что именно с этого завода, но принцип тот же), то и работа пошла стабильнее.
Испытательная зона — это тоже не для галочки. Хороший производитель гоняет собранный агрегат под нагрузкой, проверяет балансировку ротора, вибрацию. Потому что если ротор не сбалансирован идеально, уже на первых сотнях часов работы начнутся проблемы с подшипниковыми узлами. А их замена — это простой и серьёзные деньги. Так что, когда видишь в описании компании такие детали, понимаешь, что речь может идти о более вдумчивом подходе, а не просто о сборке из покупных узлов.
Материал — это всё
Говоря о роторной дробилке PF, часто упускают из виду, из чего сделаны ключевые элементы. Не просто ?высокопрочная сталь?, а конкретные марки и технологии. Отбойные плиты, футеровки камеры дробления — их износ определяет не только долговечность, но и стабильность фракции на выходе. Бывало, меняли плиты на менее стойкие (сэкономили, конечно), и через короткое время в продукте появилась некондиционная пыль, которую потом не отсеять. Клиент на готовом щебне сразу заметил и начал претензии предъявлять.
Тут опять вспоминается описание того же ООО Хэнань Чжунюй Динли. У них выделен участок обработки стальных листов и участок резки заготовок. Это наводит на мысль, что они контролируют процесс с самого начала — от раскроя металла. Если лист режется лазером или плазмой с ЧПУ, то геометрия деталей точная, меньше проблем при сборке, лучше соосность. А соосность в роторной дробилке — святое. Мы как-то раз собирали из ?кривых? деталей — била по одному краю ротора изнашивались в два раза быстрее, чем по другому. Пришлось выводить всё по месту, долго и муторно.
И участок покраски и пескоструйной обработки — казалось бы, мелочь. Но нет. Качественная подготовка поверхности перед покраской — это защита от коррозии в условиях карьера или перевалочного пункта, где влажно и пыльно. Видел машины, которые через пару сезонов ржавели пятнами, краска отслаивалась. Это не критично для работы, но говорит об общем уровне культуры производства. Клиент, когда видит такое, и к надёжности механической части начинает относиться с сомнением.
Сборка и настройка — где теряется КПД
Даже самая лучшая конструкция и материалы могут быть загублены на участке сборки. Роторная дробилка — не болтовой конструктор. Там нужна точная установка подшипниковых узлов, натяжение приводных ремней (если привод не прямой), центровка двигателя. Однажды наблюдал, как на объекте приёмщик из компании-поставщика с помощью лазерного центровщика выставлял двигатель. Это заняло полдня, но зато при пуске вибрация была в пределах идеальных значений. А бывало, привозили машину ?с колёс?, запускали — трясёт, гремит. Сразу ясно — сборка была халтурная, ?на глазок?.
Вот в этом контексте зона сборки и окончательной комплектации, которые упомянуты в описании компании, — это не просто слова. Если это организованные участки с эталонными стендами, инструментом, а не просто площадка на полу цеха, то шансов получить качественно собранный агрегат больше. Особенно важна зона готовой продукции и отгрузки. Правильно закреплённая на транспортёре машина — это минимизация рисков повреждения при доставке. Получали мы как-то дробилку, у которой при транспортировке погнуло раму, пришлось выправлять уже на месте, терять время.
Ошибки при эксплуатации, которых можно было избежать
Часто проблемы с PF-шками начинаются не из-за них самих, а из-за непонимания, как их кормить. Заложена туда металлическая арматура от ж/б блоков — и всё, можно менять отбойные плиты и била. Или подача идёт неравномерно, залпами. Перегрузка, потом недогрузка. Ротор то бьётся в пустоте, то захлёбывается. Для подшипников это смерть. Инструкции читают редко. Надо, чтобы сама конструкция как-то подсказывала оператору, что не так. Но это уже высший пилотаж.
Персонализация под задачу
Стандартная роторная дробилка PF — это как базовый автомобиль. Часто её нужно дорабатывать под конкретный материал: известняк, гранит, бетонный лом. Менять тип бил (молотковые, шпильковые), устанавливать дополнительный предварительный или контрольный грохот. Некоторые производители идут навстречу и предлагают такие опции. Это ценно. Потому что купить ?что есть? и пытаться приспособить — путь к постоянным простоям и высоким затратам на запчасти.
Если компания, как та же ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, имеет в составе зону программно-технологического обеспечения, это может намекать на возможность таких нестандартных решений. Возможно, они моделируют процессы, подбирают оптимальные параметры под заказ. В идеале, конечно. На практике же чаще всего приходится самим, методом проб и ошибок, находить нужные настройки и дорабатывать. Но если есть диалог с производителем, который понимает суть проблемы, — это дорогого стоит.
Помню случай, когда для дробления асфальтового скола постоянно забивалась камера из-за вязких битумных остатков. Стандартная PF не была на это рассчитана. Вместе с инженерами одного завода (не буду назвать, но не тот, что в примере) придумали систему подачи горячего воздуха в камеру дробления для размягчения битума в момент работы. Сработало. Это к тому, что хорошая машина — это та, которую производитель готов развивать вместе с тобой, а не просто продать и забыть.
Итоги без глянца
Так что, возвращаясь к роторной дробилке PF. Это не магическая аббревиатура, гарантирующая успех. Это тип машины, чья эффективность на 30% определяется грамотным проектом и качеством изготовления, а на 70% — правильным подбором под задачу, квалифицированной сборкой и умной эксплуатацией. Глядя на детальное описание производственных мощностей некоторых компаний, понимаешь, где могут лежать потенциальные преимущества: в контроле над цепочкой от заготовки до испытаний. Но это лишь потенциал. Реальность всегда проверяется на объекте, под нагрузкой, в пыли и грохоте. И именно там видно, где в машине было вложено понимание процесса дробления, а где просто собрали железо по чертежам. Выбор, как всегда, за тем, кто будет на этой машине работать и за неё отвечать.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству строительного каменного материала производительностью 2 млн тонн в год
Линия по производству строительного каменного материала производительностью 2 млн тонн в год -
 Линия по дроблению речной гальки производительностью 300 т/ч (200)
Линия по дроблению речной гальки производительностью 300 т/ч (200) -
 Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год
Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год -
 Комбинированный аппарат для регенерации мелкого песка
Комбинированный аппарат для регенерации мелкого песка -
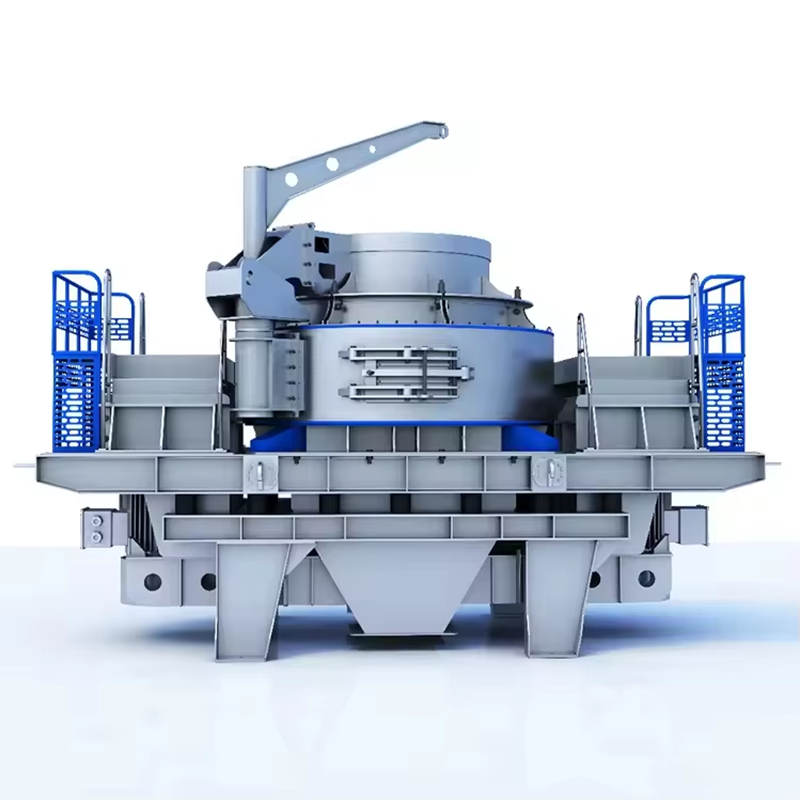 Вертикальная дробилка для производства песка
Вертикальная дробилка для производства песка -
 Линия по переработке известняка производительностью 800–900 тонн в час
Линия по переработке известняка производительностью 800–900 тонн в час -
 Роликовый ленточный конвейер
Роликовый ленточный конвейер -
 Однобарабанная конусная дробилка
Однобарабанная конусная дробилка -
 Линия по производству промытого песка производительностью 500–600 тонн в час
Линия по производству промытого песка производительностью 500–600 тонн в час -
 Пластинчатый питатель
Пластинчатый питатель -
 Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год)
Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год) -
 Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300)
Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300)