







Рудничный конвейер
Когда говорят 'рудничный конвейер', многие представляют себе просто ленту, движущуюся по роликам. Это поверхностно. На деле — это кровеносная система горного предприятия, и от её 'здоровья' зависит всё: от производительности до безопасности людей в забое. Частая ошибка — рассматривать его изолированно, как отдельный агрегат. А он живёт в симбиозе с крепью, комбайном, системой управления. И именно в этой связке рождаются главные проблемы и решения.
Конструкция: где кроется 'дьявол'
Возьмём, казалось бы, элементарное — роликоопоры. Ставят стандартные, серийные, а потом удивляются: почему лента 'виляет', почему идёт повышенный износ бортов? В крутых наклонных выработках или на участках с переменной кривизной трассы обычные опоры — это гарантия постоянных хлопот. Нужен индивидуальный расчёт углов установки, иногда — применение регулируемых или самоустанавливающихся конструкций. Помню случай на одной шахте в Кузбассе: после замены стандартных роликоопор на качающиеся с увеличенным углом желобчатости сброс материала на переходах сократился на 70%. Мелочь? Нет, это тонны недогруза и часы простоев в очистном забое.
Лента. Все гонятся за показателем прочности на разрыв, и это правильно. Но забывают про усталостную выносливость, сопротивление продольному надрыву и, что критично, антистатические свойства. В атмосфере, насыщенной угольной пылью, искра от статического электричества — это не абстрактная угроза. Были прецеденты. Поэтому сейчас при выборе обращаю внимание не только на паспортные данные, но и на реальные испытательные отчёты, желательно, с похожих по геологии и газовому режиму предприятий.
Привод — сердце системы. Тут тенденция к использованию частотно-регулируемых электроприводов (ЧРП). Да, они дают плавный пуск, экономию энергии. Но в условиях высокой запылённости и вибрации их электроника — слабое звено. Требуется особое исполнение шкафов управления, система принудительного охлаждения с фильтрацией воздуха. Простой из-за отказа датчика на блоке ЧРП может парализовать всю лаву. Иногда надёжнее оказывается проверенная схема с гидромуфтой, пусть и менее 'умная'.
Монтаж и наладка: теория против практики
Проектная документация — это идеальная картина. Реальность — это неровности почвы выработки, смещения крепи после подработки, температурные деформации металлоконструкций. Поэтому монтаж конвейера — это не сборка конструктора по инструкции, а постоянная подгонка 'по месту'. Ключевой этап — центровка и натяжение. Недонатяжение — пробуксовка на приводном барабане, перегрев ленты. Перетяг — чудовищная нагрузка на подшипники роликов и износ стыковых соединений. Есть старый шахтёрский метод: по звуку работы роликоопор. Натренированное ухо механика слышишь гул перегруженного подшипника или скрежет заклинившего ролика лучше любой вибродиагностики.
Особняком стоит стыковка ленты. Холодная вулканизация даёт самый прочный и гибкий шов, но требует идеальной чистоты, температуры и времени. В условиях ремонтной смены, когда каждая минута простоя — убыток, часто идут на горячую вулканизацию или даже механические соединители. Последние — это компромисс. Они создают ударную нагрузку на барабаны и ролики при каждом проходе, но позволяют быстро восстановить работу. Выбор всегда ситуативен.
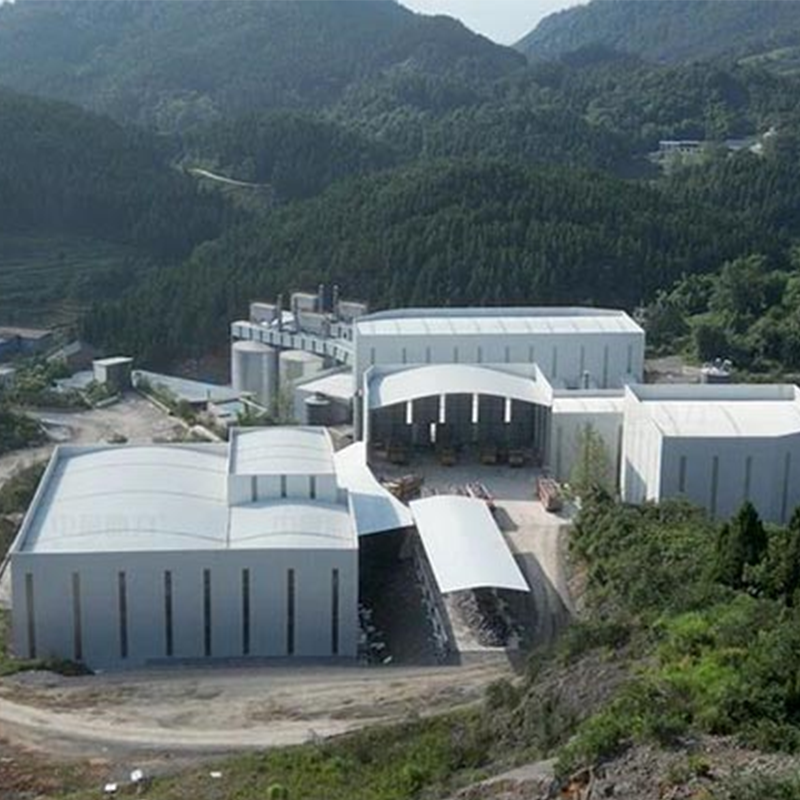
Здесь стоит отметить, что качество комплектующих и металлоконструкций — фундамент надёжности. Видел в работе оборудование от ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование. Их подход к организации производства, когда есть выделенные участки от резки и обработки металла до покраски и окончательной сборки, чувствуется в продукте. Конструкции приводных станций, например, отличает продуманное усиление в узлах нагрузок и качество сварных швов. Это не реклама, а констатация: когда на конвейер идёт металл, прошедший контролируемую резку и обработку на собственном производственном участке, как у них на площадке в 32 000 кв. м, риски получить 'кривой' каркас или несоосные посадочные места под подшипники — минимальны. Их сайт https://www.zydlcrusher.ru полезно изучить именно для понимания полного цикла, который влияет на конечную надёжность.
Эксплуатационные 'язвы' и как с ними жить
Основной бич — перекос ленты. Причины: неравномерная нагрузка (часто из-за неотцентрованного погрузочного пункта), износ роликов с одной стороны, просадка фундамента. Борьба с этим — ежедневная рутина. Автоматические системы корректировки есть, но они капризны. Чаще полагаются на механику-оператора, который по графику обходит трассу. Важный нюанс — состояние желобов и течек в местах перегрузки. Если материал падает не по центру ленты следующего конвейера, перекоса не избежать. Проектировщики иногда экономят на этих узлах, а расплачиваются эксплуатационники.
Износ бортов ленты и продольные надрывы. Частая причина — попадание кусков породы или металла между лентой и барабаном. Установка современных скребковых и барабанных ловушек, металлодетекторов — необходимость, а не роскошь. Но и они не дают 100% гарантии. Регулярный осмотр, особенно после взрывных работ, — святое правило.
Пылеобразование. Конвейер — один из главных источников пыли в выработке. Орошение в местах перегрузки, кожухи, аспирационные укрытия — всё это должно работать постоянно. На практике же форсунки забиваются, кожухи снимают для 'удобства' обслуживания. Борьба с пылью — это в первую очередь борьба с человеческой безалаберностью.
Ремонт: философия 'на коленке'
Планово-предупредительный ремонт (ППР) для конвейеров часто существует только на бумаге. Реальность — это работа до отказа. Поэтому ремонт часто авральный. В таких условиях рождаются 'кулибинские' решения: самодельные приспособления для замены роликов, сварка трещин на ходу (крайне опасно!), использование нештатных запчастей. Это не одобряется, но это факт жизни. Задача грамотного инженера — не бороться с этим, а пытаться канализировать: создать запас критичных узлов прямо в выработке, разработать простые и безопасные методики быстрой замены.
Сложнее всего с ремонтом в наклонных стволах. Замена 200-метрового участка ленты — это многочасовая операция с привлечением лебёдок, строго по графику движения клетей. Тут любая импровизация смертельно опасна. Только чёткий план, отработанный на тренировках, и дисциплина.
Диагностика. Помимо визуального и аудиального контроля, всё больше внедряется телеметрия: датчики температуры подшипников, контроля пробуксовки, видеонаблюдение за ключевыми узлами. Но данные нужно уметь читать. График плавного роста температуры подшипника приводного барабана может говорить о начинающемся износе, а резкий скачок — о катастрофе. Система не заменит опытного механика, но может стать его вторыми глазами и ушами.
Взгляд вперёд: умный конвейер или надёжный конвейер?
Сейчас модно говорить об 'интеллектуализации'. Датчики, IoT, предиктивная аналитика. Это будущее, безусловно. Но в условиях шахты приоритет остаётся за надёжностью и ремонтопригодностью. Самый 'умный' рудничный конвейер, который стоит из-за сбоя ПО, хуже самого простого, который крутится. Идеал — это симбиоз: максимально простая и живучая механическая основа, дополненная несколькими, но критически важными системами диагностики, которые не усложняют, а упрощают жизнь ремонтникам.
Например, система автоматического контроля и регулировки натяжения ленты, которая реально работает в грязи и пыли. Или ролики со встроенными датчиками износа, которые не требуют отдельного питания и передачи данных по проводам. Практические решения, а не 'игрушки'.
В этом контексте интересен подход компаний, которые развивают именно интеллектуальное оборудование как комплекс. Если взять ту же ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, то их структура, включающая не только производственные участки, но и зону программно-технологического обеспечения, намекает на движение в эту сторону. Не просто сделать железо, а заложить в него возможность для интеграции в общую систему управления горнотранспортным комплексом. Потенциал есть, но конечная ценность определяется не на сайте, а в условиях конкретной шахты, после года-двух эксплуатации в режиме 'на износ'.
В итоге, рудничный конвейер — это всегда баланс. Баланс между инновациями и проверенной надёжностью, между стоимостью и долговечностью, между проектом и суровой реальностью выработки. Его нельзя просто купить и забыть. Его нужно понимать, чувствовать и постоянно 'докручивать'. Это не агрегат, это организм. И как любой организм, он требует внимания, ухода и, что важно, правильного 'питания' — качественных комплектующих и грамотного обслуживания. Всё остальное — детали.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Пластинчатый питатель
Пластинчатый питатель -
 Качающийся концентрационный стол для обогащения металлических руд
Качающийся концентрационный стол для обогащения металлических руд -
 Линия по производству карбоната кальция производительностью 200 т/ч (100)
Линия по производству карбоната кальция производительностью 200 т/ч (100) -
 Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год
Проект расширения линии по производству известнякового строительного заполнителя производительностью 5 млн тонн в год -
 Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час -
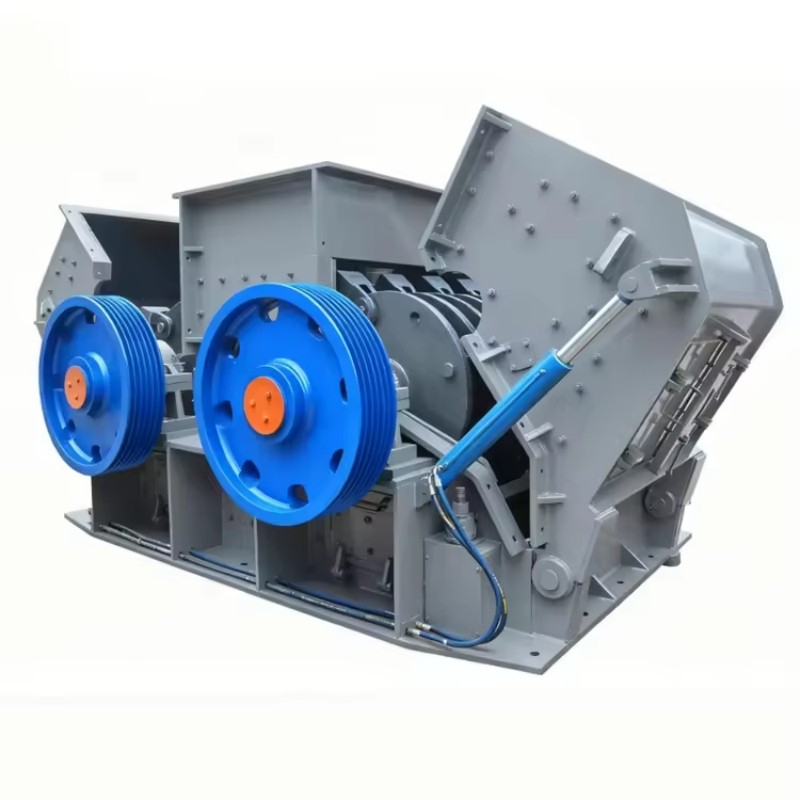 Двухроторная дробилка для производства песка
Двухроторная дробилка для производства песка -
 Комбинированный аппарат для регенерации мелкого песка
Комбинированный аппарат для регенерации мелкого песка -
 Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263
Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263 -
 Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230)
Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230) -
 Линия по производству промытых песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству промытых песчано-гравийных заполнителей производительностью 1000 тонн в час -
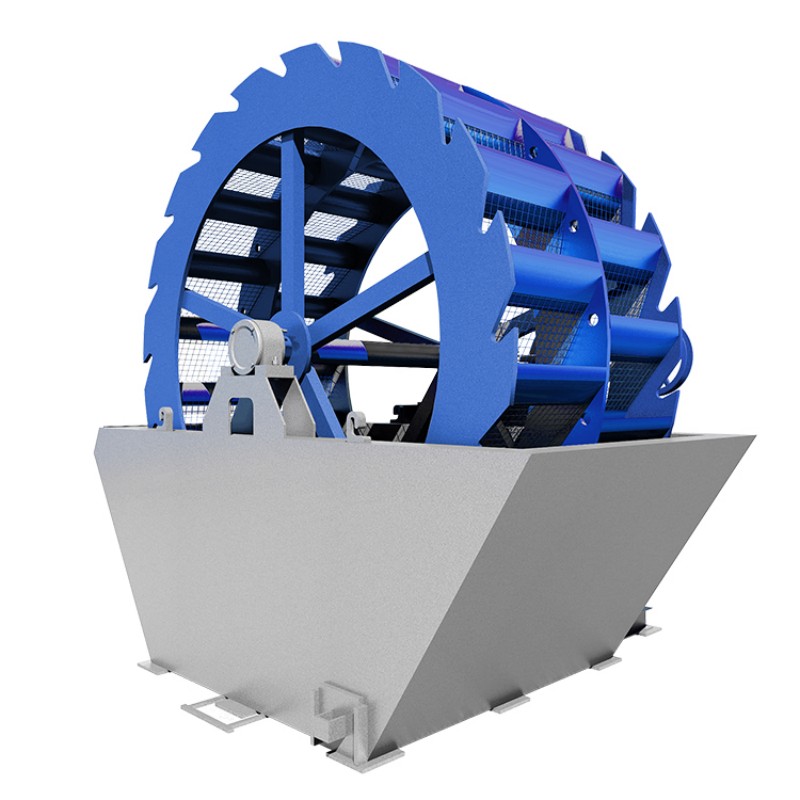 Колёсно-ковшовая пескомойка
Колёсно-ковшовая пескомойка -
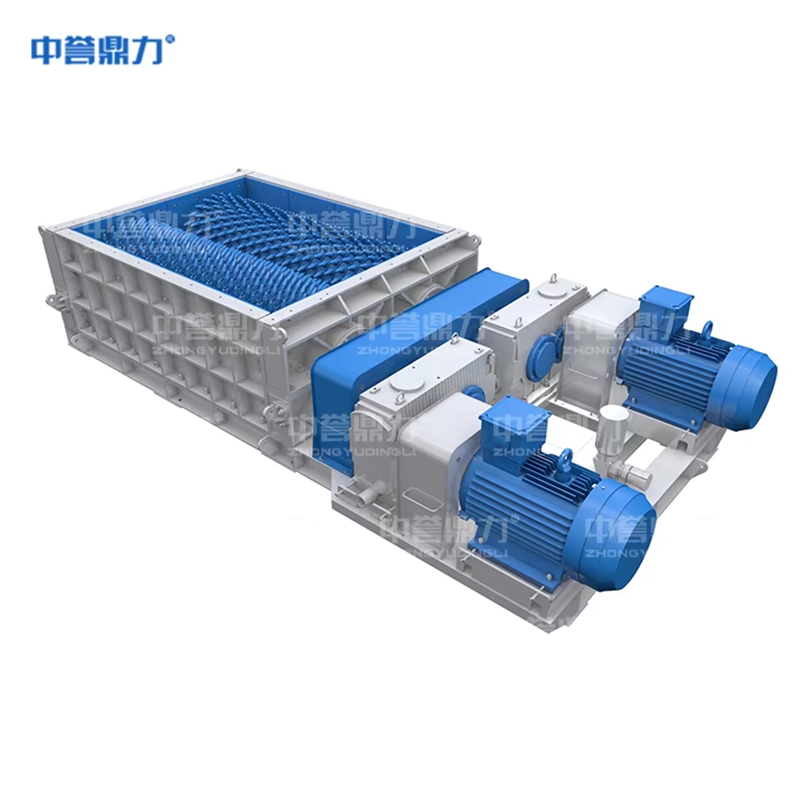 Двухвалковая зубчатая дробилка
Двухвалковая зубчатая дробилка
Связанный поиск
Связанный поиск- китайские щековые дробилки
- щековая дробилка на гусеничном ходу
- щековая дробилка камня
- вертикальная роторная дробилка
- Полномасштабный монтаж оборудования для производства песка на всей территории России
- роторная дробилка для щебня на гусеничная
- роторная дробилка nflg
- роторные дробилки vsi
- Мобильная станция для дробления камня
- вибрационная щековая дробилка