







ударно роторные дробилки
Часто вижу, как в обсуждениях про ударно-роторные дробилки все сводится к цифрам производительности и мощности двигателя. Будто бы главное — это паспортные данные. На деле же, ключевой момент, который многие упускают, — это как машина ведет себя на третьем часу непрерывной работы на абразивном материале, когда все нагрелось, и как организована замена бил в полевых условиях, а не в идеальном цеху. Вот об этом и хочу порассуждать, исходя из того, что приходилось видеть и настраивать лично.
Конструкция: где заложены главные проблемы
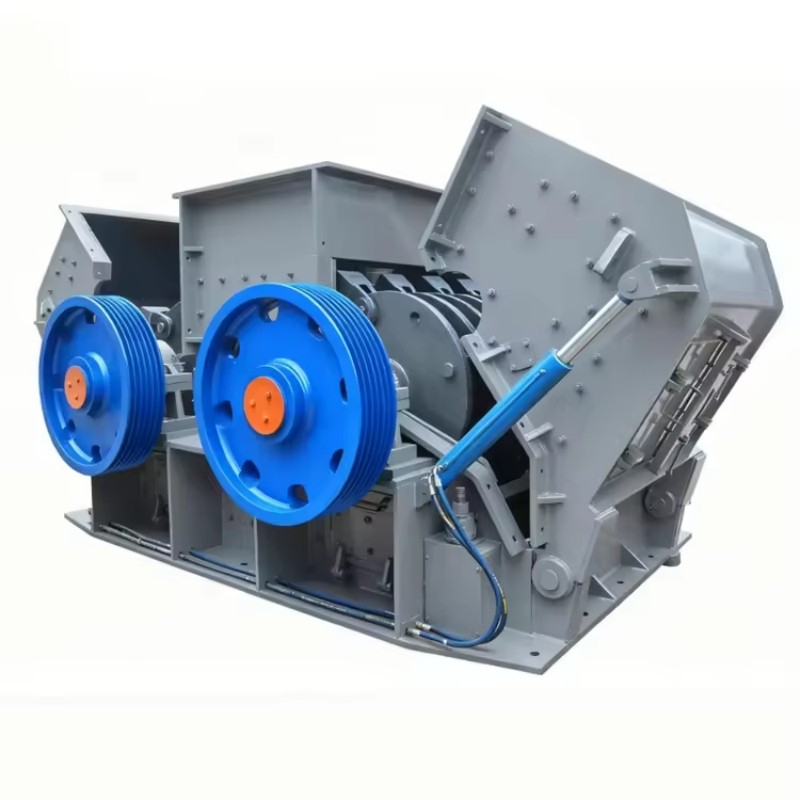
Возьмем, к примеру, классическую схему с горизонтальным валом и двумя маховиками. Казалось бы, все просто и отработано. Но вот нюанс, который не всегда очевиден: распределение массы этих самых маховиков. Если оно не идеально сбалансировано относительно оси ротора, даже минимальный дисбаланс на высоких оборотах выливается в вибрацию, которая съедает подшипники буквально за сезон. И это не дефект, это часто следствие сборки или даже постепенного неравномерного износа бил.
Многое зависит от доступа к камере дробления. Видел модели, где для замены бил нужно было чуть ли не разбирать полкорпуса — это часы простоя. Сейчас многие производители, в том числе и те, с чьим оборудованием я работал, например, из ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, смещают акцент на обслуживаемость. На их сайте zydlcrusher.ru можно увидеть, что в производственной зоне выделен целый участок сборки и окончательной комплектации — это как раз про то, чтобы на этапе сборки продумать, как техник будет добираться до узла. В их моделях часто реализованы откидные крышки или раздвижные механизмы, что, конечно, упрощает жизнь.
И еще по конструкции: толщина и марка стали на отбойных плитах (футеровке). Это не просто ?железка?. Ее износ напрямую влияет на гранулометрию продукта. Когда зазор увеличивается, крупность растет, и если это критично для конечного продукта, приходится останавливаться и регулировать. Некоторые думают, что можно поставить плиту потолще и забыть. Но нет, слишком толстая — меняется динамика удара, может снизиться эффективность дробления. Нужен баланс.
Била: сердце дробилки и главная статья расходов
Вот здесь — поле для самых больших ошибок в эксплуатации. Все ищут самые износостойкие била, часто смотрят на цену. Но я убедился, что важнее не абсолютная твердость, а сочетание твердости и вязкости. Слишком твердый сплав — он хорошо сопротивляется абразиву, но может дать трещину от сильного ударного воздействия на жесткую породу (типа гранита с кварцевыми прожилками). Отколется кусок — и балансировка ротора нарушена мгновенно.
На одном из объектов пробовали ставить била от разных поставщиков на одну и ту же модель ударно роторной дробилки. Разница в ресурсе достигала 40% при, казалось бы, схожих характеристиках. И дело было не только в металле, но и в геометрии. Одна форма лучше ?зацепляла? материал, другая — хуже, что приводило к проскальзыванию и повышенному износу за счет трения. Это тот случай, когда сэкономил на покупке, но проиграл на простое и частоте замены.
Система крепления — отдельная песня. Клиновые, болтовые, с резиновыми демпферами... Болтовые, кажется, самые простые, но если резьбовая часть ослабла от вибрации и болт выпал — он может натворить дел внутри камеры. Поэтому сейчас все чаще идут на системы с клиновыми или гидравлическими фиксаторами, которые надежнее, но требуют более квалифицированного обслуживающего персонала.
Работа на абразивных материалах: испытание на прочность
Песчаник, некоторые виды гранита, бетонный лом — вот настоящие пожиратели роторных дробилок. Тут вся теория из каталогов летит в тартарары. Главный враг — пыль. Она проникает в подшипниковые узлы, несмотря на лабиринтные уплотнения. Видел случаи, когда за сезон подшипник превращался в груду ржавой стружки просто потому, что систему пылеподавления рядом не доработали, и дробилка стояла в облаке собственной пыли.
Скорость износа отбойных плит на абразиве просто катастрофическая. Иногда их приходится менять чаще, чем била. И здесь важна возможность быстрой регулировки или переворота плиты, чтобы использовать ее ресурс по максимуму. У некоторых производителей плиты симметричные, их можно перевернуть, удвоив ресурс. Простая, но гениальная в своей практичности идея.
Тепловой режим. При длительной работе на абразиве выделяется много тепла. Камера нагревается, вал расширяется. Если конструкция не предусматривает достаточных тепловых зазоров, может возникнуть заклинивание. Один раз столкнулся с тем, что после шести часов работы дробилка просто встала — ротор зажало в подшипниковых опорах из-за перегрева. Пришлось останавливать, ждать остывания. Проблему решили установкой дополнительных вентиляционных ребер на корпусе и контролем температуры подшипников.
Моменты из практики: что не пишут в инструкциях
Настройка зазоров. В паспорте есть цифры, но они для средних условий. На деле, под каждый материал, особенно если он влажный или глинистый, зазор между билами и отбойной плитой нужно подбирать почти вручную. Слишком маленький — рискуешь получить переизмельчение и забивание камеры мелочью. Слишком большой — недодробленные куски, которые могут создать проблемы на следующей стадии переработки. Это работа ?по ощущениям? и по результату на выходе.
Звук и вибрация — лучшие диагностические инструменты. Опытный оператор по изменению звука работы ударной дробилки может определить, что одна из групп бил износилась сильнее других, или что в камеру попал недробимый предмет (металл, например). Ровный, гулкий удар — норма. Резкий, дребезжащий лязг — повод немедленно остановиться и провести осмотр.
История с недробимой плитой. На одном из карьеров в камеру попала металлическая деталь от экскаватора. Система защиты (срезные болты или пружины) сработала, но удар был такой силы, что деформировало посадочное место для подшипника на валу. Ремонт в полевых условиях был невозможен, пришлось везти весь ротор в цех. Это к вопросу о том, что даже защитные системы не гарантируют от серьезных последствий. После этого случая стали серьезнее относиться к магнитным сепараторам на питающем конвейере.
Производство и логистика: взгляд изнутри цеха
Когда смотришь на готовую дробилку, не всегда задумываешься, из каких этапов она родилась. Меня впечатлил подход, который видно, например, по описанию производства на zydlcrusher.ru. У них в ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование производственная зона разбита на четкие функциональные участки: от резки и обработки листа до покраски и испытаний. Это не для красоты. Когда есть отдельный участок термической обработки, это значит, что критичные детали (как раз те же била или оси ротора) проходят закалку по контролируемому режиму, а не ?на глазок?. Это прямо влияет на ресурс.
Участок пескоструйной обработки перед покраской — мелочь? Вовсе нет. Качественная очистка металла — залог того, что краска не отслоится через год в условиях постоянной вибрации и абразивной пыли. Коррозия начнется не снаружи, а из-под слоя краски. Видел оборудование, где этим пренебрегли, и через два года корпус был в рыжих подтеках, хотя сама дробилка была еще вполне рабочей.
Испытательная зона — вот что критически важно. Нельзя просто собрать агрегат и отгрузить. Его нужно ?обкатать? под нагрузкой, проверить балансировку ротора, работу всех систем, температуру в узлах. В идеале — на том материале, для которого дробилка предназначена. Только так можно выявить и устранить скрытые дефекты сборки до того, как машина попадет к заказчику. Отсутствие такой зоны — большой минус для производителя.
Вместо заключения: о выборе и ожиданиях
Так к чему же я веду? Ударно роторные дробилки — это не черный ящик, который купил, включил и забыл. Это инструмент, требующий понимания, внимания и правильного подбора под конкретную задачу. Смотреть нужно не только на цифры в паспорте, но и на то, как организовано производство у компании-изготовителя, насколько продумана конструкция с точки зрения будущего обслуживания, и какие есть решения для быстрой замены изнашиваемых частей.
Опыт, в том числе и негативный, подсказывает, что иногда лучше заплатить немного больше за модель с более продуманной системой доступа и крепления бил, чем потом терять тысячи на простоях. И всегда, абсолютно всегда, нужно предусматривать эффективную систему аспирации или пылеподавления вокруг дробилки — это продлит жизнь не только ей, но и всему оборудованию на площадке.
В конце концов, надежность дробилки складывается из мелочей: из качества стали на участке резки, из точности балансировки на испытательном стенде, из продуманности чертежа инженером, который, возможно, сам бывал на объектах. И когда видишь, что производитель вкладывается в эту инфраструктуру, как та же компания с ее 13 функциональными участками, это вселяет куда больше доверия, чем самые громкие маркетинговые лозунги. Машина должна работать, а не просто продаваться.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Пластинчатый питатель
Пластинчатый питатель -
 Флотационная машина
Флотационная машина -
 Двухвалковая зубчатая дробилка
Двухвалковая зубчатая дробилка -
 Линия по производству промытых песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству промытых песчано-гравийных заполнителей производительностью 1000 тонн в час -
 Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180)
Линия по производству щебня из высококальциевой породы производительностью 600–800 т/ч (180) -
 Роторная дробилка
Роторная дробилка -
 Клапаны
Клапаны -
 Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230)
Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230) -
 Проект «Шесть в одном» по производству экологичных строительных материалов
Проект «Шесть в одном» по производству экологичных строительных материалов -
 Двухроторная дробилка для производства песка
Двухроторная дробилка для производства песка -
 Тяжёлая молотковая роторная дробилка
Тяжёлая молотковая роторная дробилка -
 Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300)
Линия по производству песчано-гравийного материала из гранита производительностью 200 т/ч (300)
Связанный поиск
Связанный поиск- Линия по производству песчано-гравийных заполнителей из габбро
- Реверсивная дробилка для песка молоткового типа
- щековая дробилка на обогатительной фабрике
- роторная дробилка nflg
- Горнодобывающая линия по производству заполнителей
- оборудования для производства песка
- горное дробильное оборудование
- щековая дробилка купить авито
- Высокопроизводительная мобильная дробильная станция 200-400 тонн/час
- питатель пластинчатый пп