







Формовочная дробилка
Когда слышишь ?формовочная дробилка?, многие сразу представляют обычную машину для дробления отходов. Но это узко. На деле, если говорить о литье, особенно песчаных форм, тут речь идет об агрегате, который должен не просто дробить, а именно подготавливать материал для повторного использования в формовочной смеси. Ключевое — получить однородную фракцию, без пылевидной составляющей, которая испортит газопроницаемость. Частая ошибка — ставить мощную, но неспециализированную дробилку, а потом ломать голову, почему смесь ?не дышит? и отливки с браком.
От теории к цеху: что на самом деле нужно
В теории все гладко: отработанные формы подаются, дробятся, просеиваются, идёт регенерация. На практике же встает куча вопросов. Например, износ рабочих органов. Материал-то абразивный, песок с глиной и остатками связующего. Била или щеки из обычной стали могут ?съедаться? за сезон. Поэтому сейчас многие ищут варианты с износостойкими вставками или даже целыми роторами из специальных сплавов. Но это сразу цена другая.
Ещё момент — влажность. Если поступают не просушенные полностью формы, материал налипает на камеру дробления, забивает сита. Приходится либо организовывать предварительную сушку, что удорожает линию, либо искать дробилку с особой геометрией камеры и системой самоочистки. У нас был опыт с одной отечественной моделью — вроде бы мощная, но при повышенной влажности её каждые два часа надо было останавливать и чистить вручную. Простои колоссальные.
Тут, кстати, полезно посмотреть, как решают вопрос крупные производители оборудования. Взять, к примеру, ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (сайт https://www.zydlcrusher.ru). У них в производственной зоне аж 13 функциональных участков, включая участок механической обработки и испытательную зону. Это важно: когда производство полного цикла, есть возможность и материалы подобрать, и протестировать дробилку в условиях, близких к реальным. Не просто собрать из покупных узлов, а именно ?заточить? под задачу. Их формовочная дробилка, судя по описаниям, часто проектируется с учётом именно этих нюансов — износа и влажности.
Детали, которые решают всё
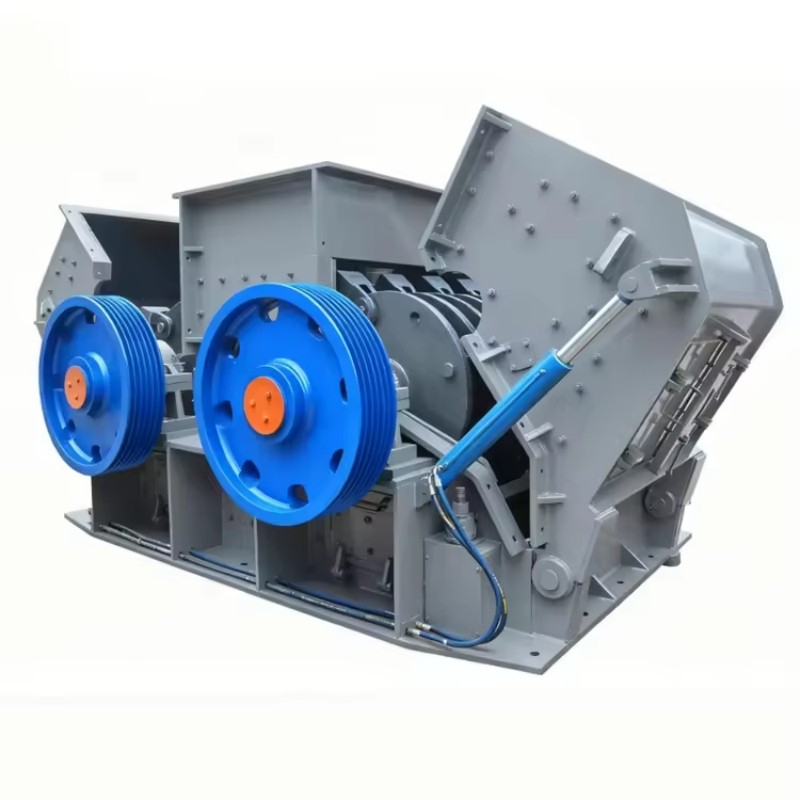
Часто смотришь на агрегат в цеху — вроде монолитная, серьёзная машина. А начинаешь разбираться в деталях, и понимаешь, где слабое звено. Для меня таким индикатором всегда является узел подшипникового узла ротора. В дробилке, которая работает с абразивом, с ударными нагрузками, это критичное место. Должна быть надёжная защита от попадания пыли, эффективная система смазки, и сам корпус подшипника — массивный, с хорошим теплоотводом. Видел случаи, когда из-за перегрева этого узла вал вело, и потом начиналась цепная реакция: била задевали за отбойные плиты, вибрация, в итоге — капитальный ремонт вместо планового ТО.
Ещё одна деталь — система регулировки выходной щели. В идеале она должна быть гидравлической и регулироваться под нагрузкой. Это даёт возможность оперативно менять фракцию на выходе, в зависимости от того, что поступает на переработку — крупные куски формы или более мелкие. Механические же системы с клиньями — это прошлый век, долго и неудобно, операторы их ненавидят.
И, конечно, сита. Казалось бы, мелочь. Но от их конструкции и материала зависит итоговый результат. Ячейка должна быть такой, чтобы эффективно отсекалась и пыль, и слишком крупные частицы. При этом само сито должно легко и быстро меняться. Лучший вариант, который встречал — кассетная система с натяжными ситами из полиуретана. Он и износостойкий, и менее шумный по сравнению со сталью.
Опыт внедрения и типичные грабли
Помню, лет пять назад мы внедряли новую линию регенерации с формовочной дробилкой в качестве головного агрегата. По паспорту — производительность 20 тонн в час, фракция на выходе 0-5 мм. На деле же выяснилось, что проектировщики не учли характер нашего лома. У нас много крупных, массивных опок, которые в загрузочный бункер просто не влезали целиком. Пришлось их предварительно разбивать кувалдой, что сводило на нет всю автоматизацию. Урок: всегда нужно анализировать входной материал, его максимальный размер и форму. Лучше взять дробилку с запасом по размеру загрузочного отверстия.
Другой случай — экономия на аспирации. Поставили дробилку, а систему пылеудаления сделали по остаточному принципу. В итоге в цеху стояла такая мгла из кремниевой пыли, что люди отказывались работать. Пришлось срочно докупать и монтировать мощные циклоны и рукавные фильтры. Теперь это первое, на что смотрю при планировании: какая предусмотрена система аспирации, и какой объём воздуха она должна обрабатывать. Без этого даже самая продвинутая дробилка превратит участок в ад.
И про обслуживание. Казалось бы, что сложного? Но если для замены изношенных бил нужно разбирать пол-корпуса, отключать привод, использовать спецкраны — это часы простоя. Современные модели предлагают сервисные люки и системы быстрой замены, когда била можно вынуть через окно, открутив несколько болтов. Это огромный плюс. На сайте zydlcrusher.ru в описании их производственных зон видно, что есть участок сборки и окончательной комплектации. Думаю, именно на таких этапах и закладывается удобство будущего обслуживания — когда конструкторы и сборщики мыслят категориями не только сборки, но и последующего ремонта в условиях цеха.
Куда движется технология?
Сейчас тренд — это интеллектуализация. Не просто железный ящик, который крутит ротор, а система с датчиками. Датчики вибрации на подшипниках, датчики температуры, датчики нагрузки на приводе. Всё это выводится на панель и позволяет прогнозировать поломки, а не тупо работать ?до упора?. Для формовочной дробилки это особенно актуально из-за неоднородности перерабатываемого материала. Резкий скачок нагрузки может говорить о попадании металлического предмета (той же оторвавшейся скобы от опоки), и система должна уметь на это адекватно отреагировать — например, дать реверс или остановиться.
Второе направление — энергоэффективность. Дробилка с прямым приводом от частотного преобразователя сейчас даёт существенную экономию электроэнергии по сравнению со старыми схемами через редуктор и клиноременную передачу. Плюс плавный пуск, который щадит и сеть, и механику.
И, наконец, модульность. Когда дробилка, виброгрохот и система транспортировки спроектированы как единый модуль. Это упрощает монтаж, особенно если производство нужно расширять или перестраивать. Опять же, глядя на масштабы производства, как у ООО Хэнань Чжунюй Динли, где есть и участок сварки, и механической обработки, можно предположить, что они способны делать именно такие комплексные, модульные решения, а не просто поставлять отдельные станки.
Итоговые соображения
Так что, выбирая формовочную дробилку, нужно смотреть далеко за рамки таблички с производительностью. Важен и характер лома, и требования к конечной фракции, и условия эксплуатации (та же влажность), и, что не менее важно, сервисная концепция. Как её будут обслуживать, насколько доступны запчасти.
Хороший признак, когда производитель, как упомянутая компания, имеет собственное полномасштабное производство с участками покраски, термической обработки и испытательной зоной. Это значит, что контроль над качеством идёт на всех этапах, и конечный продукт — это не случайный набор компонентов, а продуманный агрегат.
В конечном счёте, правильная дробилка — это не та, что дешевле куплена, а та, что за свой жизненный цикл переработает больше материала с меньшими затратами на тонну, включая электроэнергию, запчасти и простои. И её выбор — это всегда компромисс между первоначальными вложениями и долгосрочной эффективностью. Стоит потратить время на анализ, чтобы потом не переделывать.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час
Новый проект по производству искусственного песчано-гравийного заполнителя производительностью 800–1000 тонн в час -
 Реверсивная молотковая дробилка для производства песка
Реверсивная молотковая дробилка для производства песка -
 Линия по производству известняка производительностью 1,8 млн тонн в год (500)
Линия по производству известняка производительностью 1,8 млн тонн в год (500) -
 Пластинчатый питатель
Пластинчатый питатель -
 Линия по производству щебня из доломита производительностью 800 т/ч (160)
Линия по производству щебня из доломита производительностью 800 т/ч (160) -
 Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час -
 Линия по переработке известняка производительностью 800–900 тонн в час
Линия по переработке известняка производительностью 800–900 тонн в час -
 Двухроторная дробилка для производства песка
Двухроторная дробилка для производства песка -
 Линия по производству промытого песка производительностью 500–600 тонн в час
Линия по производству промытого песка производительностью 500–600 тонн в час -
 Тяжёлая молотковая роторная дробилка
Тяжёлая молотковая роторная дробилка -
 Вибрационный питатель
Вибрационный питатель -
 Верхнеприводный виброгрохот
Верхнеприводный виброгрохот