







Щековая дробилка
Когда слышишь ?щековая дробилка?, многие представляют себе просто две плиты, которые сжимают камень. На деле, если копнуть, всё куда интереснее и капризнее. Частая ошибка — считать, что главное это мощность двигателя. А на практике, куда важнее, как эта мощность передаётся на саму щёку, как распределяется нагрузка в эксцентриковом узле, и как ведёт себя материал в камере дробления в момент обратного хода щеки. Вот об этих нюансах, которые в каталогах часто опускают, и хочется порассуждать.
Конструкция: где кроются главные проблемы
Возьмём, к примеру, узел маховика и шкива. Казалось бы, стандартный узел. Но если производитель сэкономил на балансировке или на качестве литья, вибрация на определённых оборотах будет такой, что со временем ?выкушает? даже самые крепкие подшипники. Сам видел, как на одной старой дробилке после полугода работы появилась трещина в раме — именно от точки крепления маховика. И это при том, что по паспорту нагрузка была в норме.
Или распорные плиты. Многие думают, что это расходник, и всё. Но от их геометрии и материала зависит, как поведёт себя подвижная щека в момент пиковой нагрузки. Слишком хрупкие — лопнут при случайной перегрузке (например, попадании металла), и хорошо, если защита сработает. Слишком вязкие — могут деформироваться, и тогда нарушится вся кинематика, угол захвата изменится, и производительность упадёт, хотя формально дробилка будет ?работать?.
Здесь, кстати, стоит отметить подход некоторых производителей, которые делают акцент на целостности производственного цикла. Вот, например, ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (сайт — https://www.zydlcrusher.ru). В их описании производственной зоны бросается в глаза выделенный участок термической обработки и отдельный участок механической обработки. Для меня это важный сигнал. Потому что критичные детали щековой дробилки — эксцентриковый вал, шатун, сами щеки — должны проходить контролируемую термообработку. Если это делается в рамках одного завода, а не закупается ?на стороне?, есть больше шансов на стабильность качества металла и, как следствие, на предсказуемый ресурс.
Работа в поле: что не скажут в офисе продаж
Теория теорией, но самый ценный опыт — это настройка и запуск на конкретном материале. Помню случай на гранитном карьере. Дробилка была новая, мощная, но продукция на выходе не соответствовала фракции. Всё дело оказалось в регулировочном клине. Механики выставили его ?по книжке?, но не учли естественный износ плит в первые недели работы. Пришлось поджимать его чаще, чем предполагалось, и менять подход к первоначальной настройке зазора. Теперь всегда советую: первые две недели после установки новой щековой дробилки проверяйте и подстраивайте выходную щель чуть ли не ежедневно, пока плиты не притрутся.
Ещё один момент — пыль. Система пылеподавления часто считается вспомогательной. Но в реальности, если её неправильно рассчитать, пыль забьётся в смазочные каналы подшипников эксцентрикового вала. Результат — перегрев и выход из строя дорогостоящего узла за считанные месяцы. Причём гарантия тут часто не срабатывает — скажут, что нарушили регламент обслуживания. А регламент, между прочим, редко пишут для условий, когда вокруг дробилки стоит облако из мельчайшего кремнезёма.
Именно поэтому, когда видишь в описании компании, как у ООО Хэнань Чжунюй Динли, что у них есть отдельная испытательная зона, возникает надежда. Хотелось бы верить, что часть этих испытаний проходит не на чистом известняке, а на чём-то более абразивном, и с имитацией реальных условий запылённости. Это было бы честно.
Материал щёк: вечный компромисс
Выбор материала дробящих плит — это всегда баланс между износостойкостью и ударной вязкостью. Высокомарганцовистая сталь 110Г13Л — классика. Но она хорошо работает на ударное дробление, а при абразивном износе, том же граните, может стираться быстрее, чем хотелось бы. Сейчас много говорят о биметаллических плитах, о наплавке. Пробовали. Эффект есть, но стоимость ремонта вырастает в разы, и нужен специалист с оборудованием прямо на площадке, что не всегда реально.
Интересно наблюдать, как разные производители решают эту дилемму. Кто-то делает акцент на геометрии зуба, предлагая разные профили для разного материала. Кто-то, как видно из структуры того же ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, концентрирует в одном месте и участок обработки стальных листов (откуда, вероятно, идут заготовки для плит), и участок термической обработки. Это позволяет экспериментировать с режимами закалки для разных марок стали, подбирая оптимальный вариант под конкретную задачу заказчика. В идеале, конечно, хотелось бы получить от производителя не просто дробилку, а рекомендацию по материалу щёк для моего конкретного базальта или гравия, основанную на их собственных испытаниях.
На практике же часто получается так: ставят стандартные плиты, а через полгода-год начинаются разговоры о том, что ?материал у вас слишком абразивный?. Поэтому теперь всегда заранее уточняю этот момент и прошу предоставить данные по испытаниям на износ для предлагаемой комплектации.
Эволюция и субъективные пожелания
Современные щековые дробилки всё чаще идут с системами гидравлической регулировки и защиты от перегрузок. Это, безусловно, прогресс. Раньше при попадании ?недробимого? приходилось останавливать линию, вручную вычищать камеру, снимать напряжение с распорных плит… Сейчас гидравлика просто стравит давление, отведёт щеку, пропустит кусок. Но и здесь есть нюанс: такая система добавляет сложности и точек потенциального отказа. Требуется чистая гидравлическая жидкость, качественные уплотнения. В условиях сильной запылённости и перепадов температур за гидравликой нужно следить особенно тщательно.
Мечтается иногда о более модульной конструкции. Чтобы, например, можно было относительно быстро заменить весь узел станины с подшипниками, не разбирая пол-дробилки. Или чтобы система смазки была спроектирована с расчётом на длительные интервалы обслуживания, но с прозрачным контролем уровня и чистоты масла. Видимо, это вопросы к конструкторам. Глядя на масштабы производства, как у упомянутой компании с её 32 000 кв. метров и 13 участками, понимаешь, что технически реализовать подобные идеи они могли бы. Было бы желание и понимание реальных болей эксплуатационщиков.
В конечном счёте, хорошая щековая дробилка — это не та, у которой самые высокие цифры в графе ?производительность?. Это та, которая стабильно выдаёт нужный продукт с предсказуемым гранулометрическим составом, требует минимальных неожиданных простоев, а её обслуживание и ремонт логично вписаны в общий процесс работы карьера или перерабатывающего завода. И достичь этого можно только когда производитель глубоко погружён не только в металлообработку, но и в технологию дробления в целом.
Вместо заключения: о доверии к железу
Работая с техникой, постепенно начинаешь доверять не столько паспортным данным, сколько косвенным признакам. Как сделаны сварные швы на раме. Как упакованы и промаркированы детали при отгрузке. Есть ли в руководстве по эксплуатации раздел по диагностике неисправностей, или только общие фразы. Наличие у производителя собственной мощной испытательной и технологической базы, как в случае с ООО Хэнань Чжунюй Динли, — это такой же важный признак. Он говорит о том, что компания может не просто собрать агрегат из покупных комплектующих, а проверить и доработать его на своей территории, неся ответственность за конечный узел.
Щековая дробилка — сердце многих дробильно-сортировочных линий. И это ?сердце? должно биться ровно, долго и без сюрпризов. Достигается это вниманием к сотне мелких деталей, которые в брошюре не выделишь жирным шрифтом. Опыт, часто горький, и учит обращать внимание именно на них. Поэтому сегодня, глядя на новую модель, я в первую очередь ищу не красивые рендеры, а схемы узлов, спецификации на подшипники и информацию о том, как и где тестировали прототип. Всё остальное — уже потом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 2000 тонн в час -
 Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230)
Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230) -
 Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263
Применение ударно-формовочной дробилки для производства песка серии DLVS1-1263 -
 Карьерная линия по переработке синего камня производительностью 1500 т/ч (300)
Карьерная линия по переработке синего камня производительностью 1500 т/ч (300) -
 Комбинированный аппарат для регенерации мелкого песка
Комбинированный аппарат для регенерации мелкого песка -
 Щековая дробилка
Щековая дробилка -
 Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час
Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час -
 Линия по производству песчано-гравийных заполнителей производительностью 4 млн тонн в год
Линия по производству песчано-гравийных заполнителей производительностью 4 млн тонн в год -
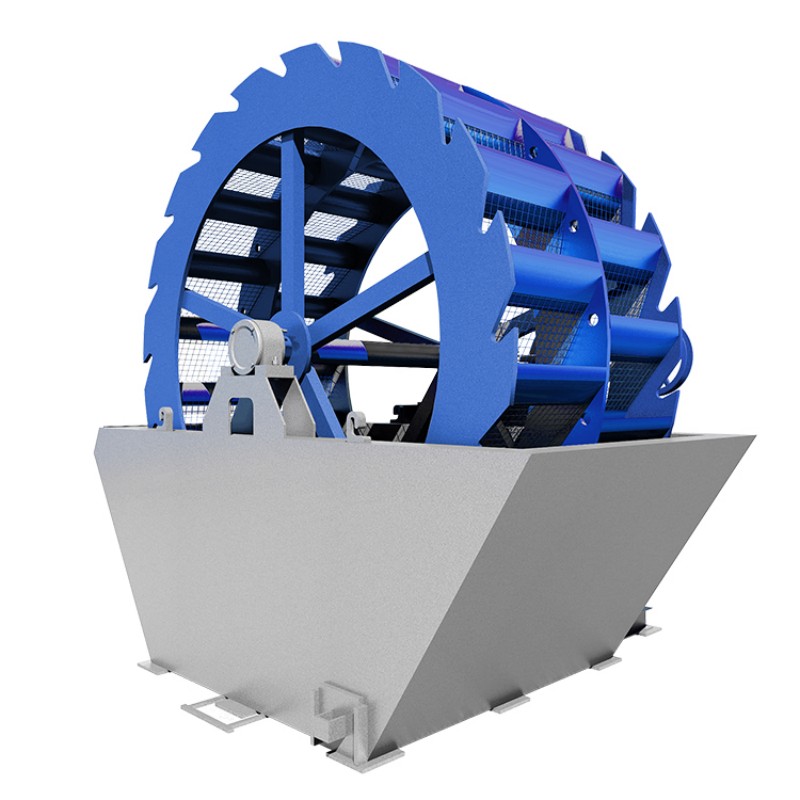 Колёсно-ковшовая пескомойка
Колёсно-ковшовая пескомойка -
 Однобарабанная конусная дробилка
Однобарабанная конусная дробилка -
 Тяжёлая молотковая роторная дробилка
Тяжёлая молотковая роторная дробилка -
 Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год)
Линия по производству известняка производительностью 1,8 млн тонн в год (1,8 млн т/год)