







щековые дробилки pe
Когда слышишь ?PE? в контексте щековых дробилок, первое, что приходит в голову — это классика, проверенная временем схема с простым качанием щеки. Но вот в чем загвоздка: многие до сих пор считают, что все дробилки серии PE — это примерно одно и то же, мол, примитивная конструкция из прошлого века. На деле же, разница между агрегатами, собранными ?кое-как? и теми, где над каждым узлом думали, — колоссальная, и она становится видна не в паспорте, а на третьей смене непрерывной работы с абразивным гранитом.
Конструкция PE: где кроется ?дьявол? деталей
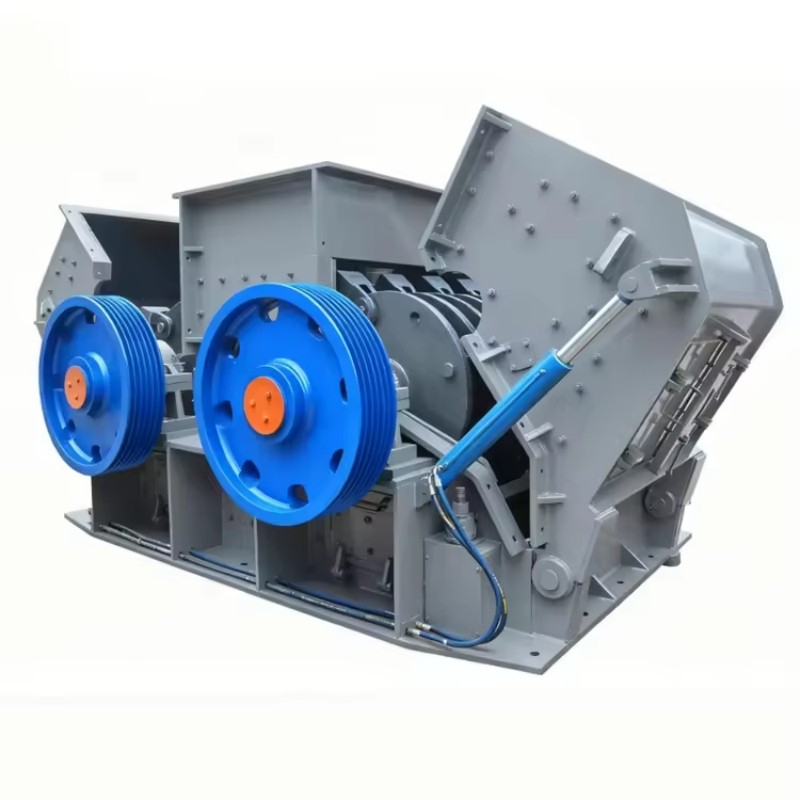
Возьмем, к примеру, узел маховика и шкива. Казалось бы, литая чугунная деталь, что тут может пойти не так? Но если производитель сэкономил на балансировке, вся дробилка начинает жить своей жизнью — вибрация, которая по паспорту должна быть в пределах нормы, на практике вырывает фундаментные болты. Видел такое на одной из старых отечественных установок. Ключевое отличие качественной щековой дробилки PE — это именно внимание к подобным ?неочевидным? узлам. Например, некоторые производители, вроде ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, выделяют под балансировку и испытания отдельную зону, что сразу отсекает массу проблем на пуске.
Еще один момент — распорные плиты. Теория гласит, что они являются слабым звеном на случай перегрузки, защищая более дорогие детали. На практике же, если материал плит подобран неправильно (слишком хрупкий или, наоборот, вязкий), они либо крошатся от каждого ?жесткого? захвата, либо не ломаются вовсе, передавая ударную нагрузку на шатун. Приходилось подбирать марку стали буквально экспериментально для конкретного карьера.
Или взять смазку подшипников главного вала. В дешевых моделях часто ставят обычные жировые пресс-масленки, требующие внимания каждую смену. На современных же линейках, которые можно увидеть на zydlcrusher.ru, все чаще идет централизованная система смазки, а то и с индикацией давления. Это не просто ?примочка?, а реальное сокращение простоев и человеческого фактора. Но и тут есть нюанс: такая система требует чистоты, одна песчинка в линии — и дорогостоящий подшипник может выйти из строя.
Монтаж и пусконаладка: теория из книжки vs. наша реальность
В инструкции по монтажу все выглядит прямолинейно: установи на фундамент, выведи по уровню, обтяни крепеж. В жизни же фундамент, залитый бригадой ?на глазок?, может дать усадку с разной скоростью. Помню случай, когда левая и правая опоры рамы ушли вниз на разные 3-5 мм за первые две недели. Результат — перекос станины, неравномерный износ щек и тот самый предательский гул, которого быть не должно. Пришлось срочно ставить домкраты и подливать раствор, останавливая всю линию.
Отсюда вывод, который не пишут в мануалах: первые месяц-два после монтажа щековой дробилки PE нужен постоянный мониторинг геометрии установки, особенно если работа идет в ударном режиме. Хорошие поставщики, которые дорожат репутацией, как та же компания с их производственной зоной в 32 000 кв.м, часто включают в контракт пост-гарантийный осмотр именно на этот критический период. Это дорого для них, но убивает две проблемы сразу: довольный клиент и сбор реальных данных для доработок.
Еще один ?больной? вопрос — электродвигатель и его запуск. Часто заказчик, пытаясь сэкономить, ставит ?подходящий? по мощности, но с недостаточным пусковым моментом. Дробилка под завалом просто не трогается с места, срабатывает защита. А если и запускается, то с огромной нагрузкой на сеть. Тут уже нужен диалог между монтажниками и электриками, а не просто следование табличке на шильдике.
Эксплуатация: износ, который не покажут в тестовом отчете
Все каталоги пестрят цифрами по производительности и размерам загрузочного отверстия. Но почти никто не говорит открыто о том, как поведет себя футеровка щек при работе с влажным материалом. Глина — главный враг. Она налипает в камере дробления, снижая эффективный объем, увеличивает нагрузку, а при высыхании превращается в абразивную корку, ускоряющую износ плит в разы. Стандартные марганцовистые плиты в таких условиях могут не отходить и полгода.
Поэтому сейчас многие ищут дробилки, где возможна быстрая замена плит или даже их переворот для более равномерного износа. Это кажется мелочью, но на непрерывном производстве каждый час простоя — это деньги. Видел, как на одном из участков сборки у ООО Хэнань Чжунюй Динли отрабатывают как раз скорость и безопасность доступа к камере дробления для обслуживания. Это говорит о том, что они слышат боли с площадок.
Отдельная история — настройка разгрузочной щели. Механизм регулировки бывает разный: от клиновых прокладок, требующих кувалды и времени, до гидравлических систем. Вторые, конечно, дороже, но когда нужно оперативно перестроиться с фракции 100 на 40 мм, их преимущество очевидно. Правда, добавляют они и сложности: нужна чистая гидравлика, квалификация для обслуживания. Для небольшого карьера, возможно, и неоправданно. Вот и приходится взвешивать.
Ремонтопригодность и логистика запчастей
Идеальная дробилка та, которая редко ломается. Но реальная — та, которую можно быстро починить. Конструкция щековой дробилки PE в этом плане исторически хороша: все основные узлы доступны, разобрать можно без фантастических ухищрений. Проблема в другом: когда ломается эксцентриковый вал или щека, нужна не просто ?похожая? деталь, а точно соответствующая по размерам и материалу. Заказывать у оригинального производителя — долго и дорого.
Здесь как раз важно, есть ли у производителя, как заявлено на их сайте, полноценный складской комплекс в своей структуре. Наличие склада готовой продукции и зоны отгрузки — это не просто слова, это показатель того, что ключевые запчасти могут отгружаться ?с колес?, а не ждать очереди на производство. Для нашего региона это критически важно.
С другой стороны, иногда проще и дешевле иметь налаженные связи с местным механическим цехом, который может по образцу выточить ту же распорную плиту. Но тут уже лотерея с качеством металла и точностью обработки. Сам проходил через это: сэкономил на оригинале, а потом новый вал ?съел? подшипник за неделю из-за микронных отклонений в посадочных местах. В итоге — большие убытки.
Куда движется классика? Взгляд на современные линейки
Сейчас многие говорят, что время простых щековых дробилок PE уходит, им на смену идут гирационные или роторные. Не соглашусь. Классическая схема жива, потому что она предсказуема, ремонтопригодна и, что важно, ее цена часто ниже. Другое дело, что она эволюционирует. Те же интеллектуальные системы мониторинга вибрации и температуры подшипников, которые раньше были уделом только дорогих установок, теперь появляются и на PE-моделях среднего класса.
Посмотрите на описание производственных зон современных заводов. Упоминание участков термической обработки и испытательных зон — это прямой намек на контроль качества именно ответственных деталей: валов, щек, станин. Раньше об этом если и задумывались, то на втором плане. Сейчас же это становится конкурентным преимуществом. Когда знаешь, что рама прошла не только сварку, но и контроль швов и отжиг для снятия напряжений, — доверия к агрегату больше.
В итоге, выбор щековой дробилки PE сегодня — это не выбор ?простой и дешевой? машины. Это выбор баланса между надежной, понятной конструкцией и тем, насколько производитель вложился в современные материалы, контроль качества и удобство обслуживания. Это инструмент, который может десятилетиями исправно работать, но только если изначально был собран не просто по чертежу, а с пониманием того, что будет происходить в камере дробления под нагрузкой в мороз и в жару. И именно такие нюансы, известные только на практике, и определяют, станет ли дробилка ?рабочей лошадкой? или вечной ?головной болью? для механика.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час
Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час -
 Роликовый ленточный конвейер
Роликовый ленточный конвейер -
 Линия по переработке флюоритовой руды производительностью 700 т/ч (280)
Линия по переработке флюоритовой руды производительностью 700 т/ч (280) -
 Линия по производству строительного каменного материала производительностью 2 млн тонн в год
Линия по производству строительного каменного материала производительностью 2 млн тонн в год -
 Линия по производству щебня из доломита производительностью 800 т/ч (160)
Линия по производству щебня из доломита производительностью 800 т/ч (160) -
 Интеллектуальная линия по переработке каменного материала производительностью 5 млн тонн в год
Интеллектуальная линия по переработке каменного материала производительностью 5 млн тонн в год -
 Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230)
Проект дробления железной руды горизонтальной гирационной дробилкой DLHGC (230) -
 Карьерная линия по переработке синего камня производительностью 1500 т/ч (300)
Карьерная линия по переработке синего камня производительностью 1500 т/ч (300) -
 Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300)
Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300) -
 Мобильная дробильно-сортировочная станция
Мобильная дробильно-сортировочная станция -
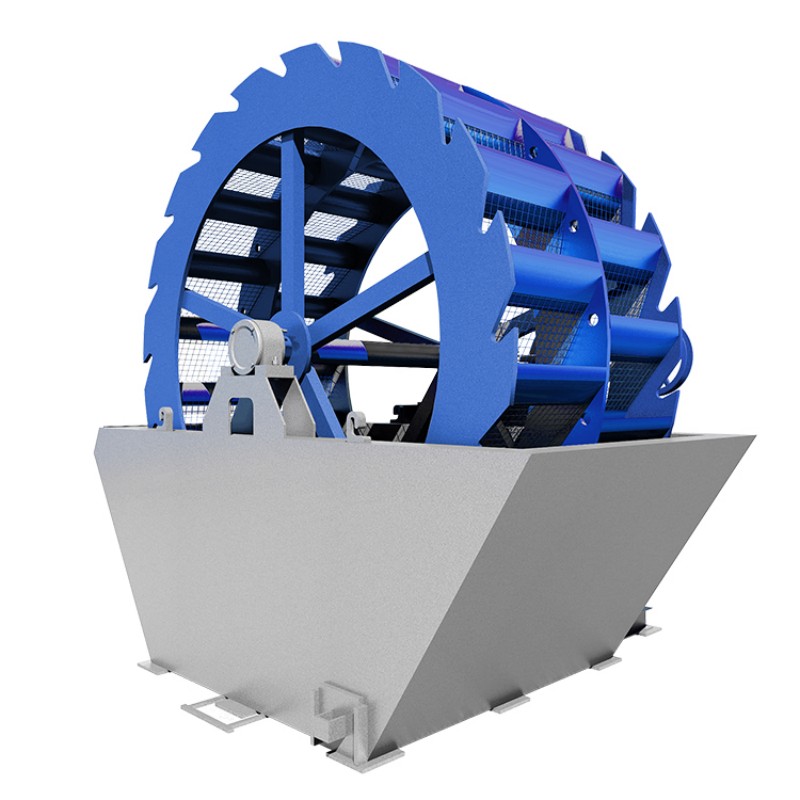 Колёсно-ковшовая пескомойка
Колёсно-ковшовая пескомойка -
 Комбинированный аппарат для регенерации мелкого песка
Комбинированный аппарат для регенерации мелкого песка
Связанный поиск
Связанный поиск- щековая дробилка на обогатительной фабрике
- Однобарабанная конусная дробилка
- Горнодобывающая линия по производству заполнителей
- роторная дробилка смд 85
- Линия по производству песчано-гравийных заполнителей из габбро
- роторная дробилка pf
- питатель пластинчатый пп
- эксцентриковая щековая дробилка
- дробилка щековая pe 600 900
- завод дробильного оборудования