







эксцентриковая щековая дробилка
Часто, когда говорят про эксцентриковую щековую дробилку, все внимание уходит на сам узел эксцентрикового вала. Мол, главное — это ход, кинематика. Но на практике, особенно при переработке абразивных пород вроде гранита или габбро, куда важнее оказывается вопрос распределения нагрузки на распорные плиты и динамики всей станины в сборе. Видел не раз, как новые машины с идеальными паспортными характеристиками по производительности начинали ?петь? через сотню моточасов — и причина была не в эксцентрике, а в неучтенной вибрации от неравномерного износа щек. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
Конструкция: где скрываются реальные проблемы
Если брать классическую схему с верхним подвесом щеки, то ключевой точкой является не столько привод, сколько узел крепления распорной плиты в нижней части. Именно здесь, на мой взгляд, и кроется основной конструктивный компромисс. При увеличении хода для роста производительности резко возрастают ударные нагрузки в момент обратного хода щеки. Старые советские дробилки, например СМД-111, были здесь чересчур консервативны — массивные, с большим запасом. Современные же, особенно некоторые азиатские модели, часто стремятся к облегчению, что при постоянной работе на твердых материалах ведет к усталостным трещинам в посадочных местах станины.
Один конкретный пример из опыта. На участке дробления известняка использовалась дробилка от ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование — модель, кажется, PE-600x900. Агрегат в целом надежный, но после двух лет эксплуатации начались проблемы с боковыми защитными плитами станины. Они начали отходить по сварному шву. При вскрытии оказалось, что вибрация от неидеально сбалансированного маховика (был небольшой дисбаланс) в паре с ударными нагрузками от материала привела к усталости металла. Самое интересное, что эксцентриковый вал и подшипники были в идеальном состоянии. Проблема была в резонансе всей конструкции. Это тот случай, когда теория расчета на прочность есть, а анализ на вибронагруженность в реальных условиях — нет.
Отсюда вывод, который многие игнорируют: выбирая эксцентриковую щековую дробилку, нужно смотреть не только на мощность двигателя и размер загрузочного отверстия, но и на то, как выполнена и усилена сама станина, особенно в зонах концентрации напряжений. Хорошо, когда производитель это понимает и закладывает соответствующий запас. На сайте zydlcrusher.ru в описании их производственной зоны видно внимание к этапам вроде участка термической обработки и пескоструйной обработки — это как раз те технологические переделы, которые критически важны для снятия внутренних напряжений в отливках и сварных конструкциях станины. Без этого даже самая правильная геометрия эксцентрика не спасет.
Материалы и износ: неочевидные зависимости
Щеки и футеровочные плиты — это расходник, это понятно. Но скорость их износа часто связывают только с твердостью материала. На деле же, при работе на одной и той же породе, износ может отличаться в разы из-за профиля плит и, как ни странно, из-за состояния эксцентрикового узла. Если в подшипниках скольжения эксцентрикового вала появляется увеличенный зазор (а он появляется неизбежно), ход подвижной щеки становится нелинейным. Вместо чистого качательного движения появляется микросмещение. В итоге плиты начинают истираться не всей рабочей поверхностью, а локальными зонами, происходит так называемое ?выкрашивание?.
У того же производителя, ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование, в ассортименте есть модели с системой гидравлической регулировки разгрузочной щели. Казалось бы, удобно. Но в одной из таких дробилок на дроблении строительного мусора (железобетон) мы столкнулись с тем, что гидравлика, регулируя щель, не компенсировала тот самый люфт в эксцентриковом узле. В итоге автоматика работала, а кинематика была уже не та. Пришлось вручную дорабатывать систему датчиков положения щеки, чтобы учитывать этот износ. Это к вопросу о том, что интеллектуальное оборудование — это не только программное обеспечение, но и глубокая ?механика? в основе.
Еще один момент по материалам — состав стали для распорных плит. Их часто делают из обычной углеродистой стали 45 или 40Х. Но при работе с высокоабразивным материалом и больших усилиях дробления этого недостаточно. Они не столько изнашиваются, сколько деформируются, ?тянутся?. Это приводит к постепенному увеличению хода щеки и, как следствие, к изменению гранулометрического состава продукта. Контролировать это в процессе работы очень сложно. Нужны либо более дорогие легированные стали, либо регулярный, почти почасовой, контроль размера щели. В их производственной зоне, судя по описанию, есть участок механической обработки и термической обработки — теоретически, это позволяет гибко работать с разными марками сталей для критичных деталей, что является большим плюсом.
Эксплуатация и настройка: тонкости, которые приходят с опытом
Первая настройка новой дробилки — это всегда лотерея. Паспортные рекомендации по начальной ширине разгрузочной щели — лишь отправная точка. Реальная настройка идет ?по звуку? и ?по стружке?. Звук работы правильно настроенной эксцентриковой щековой дробилки должен быть ровным, ритмичным, без металлического лязга в момент обратного хода. Если слышен резкий удар — значит, либо материал слишком крупный и ?затыкает? камеру, либо износ распорных плит уже критичен, и щека бьет по станине.
Частая ошибка — пытаться увеличить производительность, максимально открыв выходную щель. Это работает только до определенного предела. Дальше начинается переизмельчение в верхней части камеры и повышенный износ верхней зоны футеровочных плит, потому что крупный кусок не успевает опуститься вниз. Оптимальнее работать на средней рекомендации, но с четким контролем равномерности питания. Вибрационный питатель здесь — не просто конвейер, а часть технологической цепочки. Его амплитуда и частота должны быть синхронизированы с тактом работы дробилки.
Из личного, немного негативного опыта: пытались на одной из линий поставить дробилку для вторичного дробления после конуса. Материал — гравий, фракция 40-70 мм. Поставили эксцентриковую щековую дробилку среднего класса. И столкнулись с постоянным застреванием материала в камере. Оказалось, что форма зерен гравия (окатанная) в сочетании с влажностью выше 5% создавала эффект ?замазывания?. Материал не дробился, а уплотнялся между щеками. Решение было неочевидным — пришлось немного уменьшить угол захвата, установив нестандартные футеровки с другим профилем. Это увеличило нагрузку на привод, но решило проблему. Такие нюансы в паспорте не прочитаешь.
Ремонт и обслуживание: профилактика лучше, чем авария
Главное правило — регулярный контроль температуры подшипников эксцентрикового вала. Термопара или даже простой пирометр здесь незаменимы. Повышение температуры на 10-15 градусов выше рабочей — первый признак либо недостатка смазки, либо начала разрушения вкладышей. Менять подшипники скольжения в сборе с валом — это долго и дорого. Лучше раз в смену потратить минуту на замер.
Еще один критичный момент — состояние крепежа. Вибрационная нагрузка неминуемо ослабляет любые болтовые соединения. Особенно это касается крепления неподвижной щеки к станине и крепления защитных кожухов маховика. Был случай, когда открутившийся болт от защитного кожуха попал в камеру дробления. Итог — заклинивание, обрыв клиновых ремней и деформация вала. Мелочь, которая привела к недельному простою.
Что касается капитального ремонта, то здесь важно понимать геометрию. После замены распорных плит и щек необходимо не просто выставить зазор, а проверить параллельность щек по всей высоте. Сделать это можно старым дедовским способом — свинцовыми оттисками. По разной толщине свинцового шарика, раздавленного в разных точках щели, видно, где есть перекос. Перекос ведет к одностороннему износу и, опять же, к вибрациям. Производственные участки, подобные тем, что описаны у ООО Хэнань Чжунюй Динли Интеллектуальное Оборудование (сборочный участок, участок окончательной комплектации, испытательная зона), как раз и должны обеспечивать правильную сборку и центровку узлов на этапе выпуска, чтобы минимизировать такие риски на месте эксплуатации.
Развитие и перспективы: куда движется щековая дробилка
Сейчас много говорят про гидравлику, автоматику, ?интеллектуальное? управление. Это, безусловно, важно для оптимизации энергопотребления и безопасности. Но в основе эксцентриковой щековой дробилки все равно лежит механический принцип, которому больше ста лет. Основной вектор развития, на мой взгляд, — это не столько добавление датчиков, сколько работа над материалами и повышение ремонтопригодности.
Например, модульная конструкция станины, когда наиболее изнашиваемые зоны можно заменить, не меняя весь корпус. Или быстросъемные системы крепления футеровочных плит, чтобы сократить время обслуживания с нескольких часов до десятков минут. Это дает реальную экономию.
Если вернуться к компании, о которой шла речь, то их акцент на ?интеллектуальное оборудование и комплектующие? и ?программно-технологическое обеспечение?, упомянутые в описании, — это как раз попытка закрыть весь цикл: от проектирования и производства надежной ?железной? основы до ее интеграции в управляемую технологическую линию. В идеале это должно приводить к тому, что дробилка поставляется не просто как машина, а как технологический модуль, уже адаптированный под определенный класс задач, с предустановленными режимами работы и прогнозируемым ресурсом ключевых узлов. Пока это скорее цель, но движение в эту сторону чувствуется. В конце концов, именно практический опыт эксплуатации, со всеми его проблемами и неудачами, и формирует те требования, которые в итоге приводят к появлению по-настоящему надежной и умной техники.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Проект «Шесть в одном» по производству экологичных строительных материалов
Проект «Шесть в одном» по производству экологичных строительных материалов -
 Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300)
Проект дробления и переработки угольных пород производительностью 3 млн тонн в год (300) -
 Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час
Линия по дроблению и производству песка из известняка производительностью 700–1000 тонн в час -
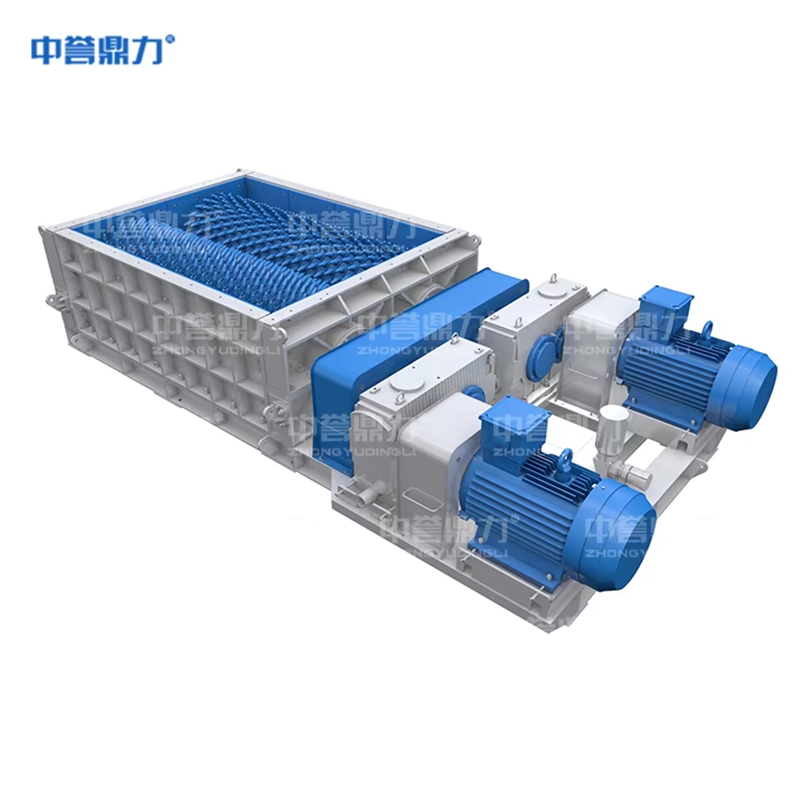
 Двухкамерная дробилка для твёрдых пород
Двухкамерная дробилка для твёрдых пород -
 Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час
Линия по производству песчано-гравийных заполнителей производительностью 1000 тонн в час -
 Роликовый ленточный конвейер
Роликовый ленточный конвейер -
 Виброгрохот
Виброгрохот -
 Линия по производству щебня из базальта производительностью 400 т/ч (100)
Линия по производству щебня из базальта производительностью 400 т/ч (100) -
 Однобарабанная конусная дробилка
Однобарабанная конусная дробилка -
 Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час
Линия по производству высококачественных песчано-гравийных заполнителей производительностью 1200 тонн в час -
 Линия по дроблению щебня для камнедробильного завода
Линия по дроблению щебня для камнедробильного завода -
 Вертикальная линия по производству заполнителей
Вертикальная линия по производству заполнителей
Связанный поиск
Связанный поиск- Мобильная дробильная станция складного типа для быстрого развертывания
- роторная дробилка np1007
- грохот валковый дисковый
- Линия по производству песка из гранита
- Производственная линия по дроблению каменных материалов
- Мобильная дробильная станция для строительного мусора от сноса зданий
- Линия по производству песчано-гравийных заполнителей из габбро
- Экологический дуговой затвор
- дробильно сортировочное оборудование купить
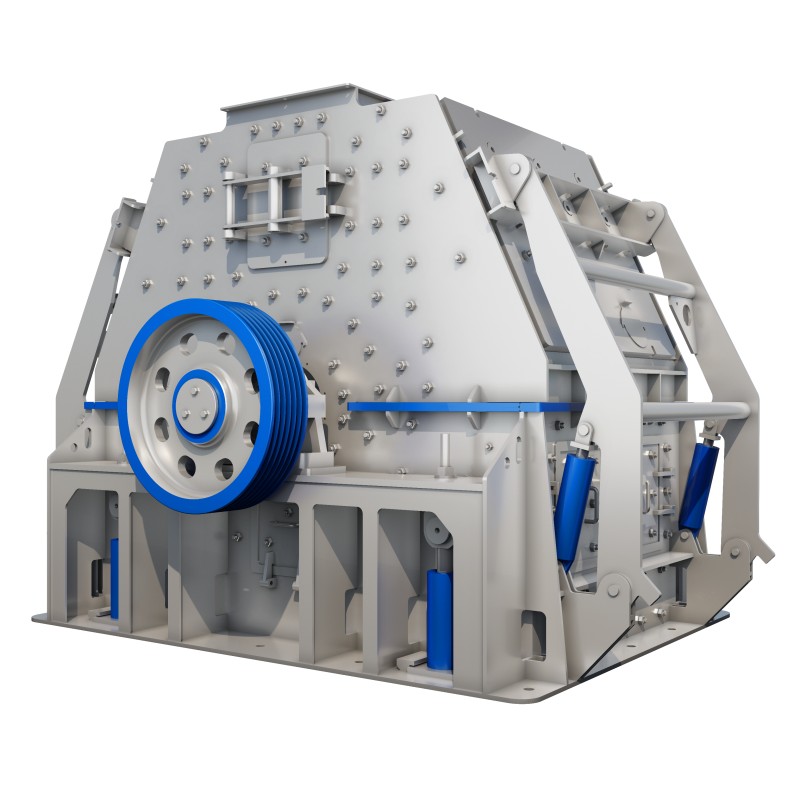
- Тяжёлая молотковая роторная дробилка